


我们的现场实拍视频将带您走进钢筋锯床常年批发产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢筋锯床常年批发的图文介绍


焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。



先进的经营理念和科学的管理模式,使建贸机械设备有限公司赢得了 广东广州手提式液压弯曲机市场的认可。专业的技术、服务,使公司得到了客户的尊敬。多年来,承蒙各界朋友的支持与信赖,以及本公司全体员工的不懈努力下,取得了可观的经济效益和良好的社会效益。在激烈的市场竞争中树立起自身良好的公司形象,取得了丰烁的成果。


数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。数控钢筋加工设备采用人机亲和度较高智能数控系统,对所需的钢筋按预先设定好的程序进行加工,数控钢筋加工工艺精度高,充分保证了钢筋的定尺、调直、切断、弯箍精度,具备一次弯制合格率较高的特点,能源消耗都将大幅度降低,相应设备流程布局合理,真正实现了省时、省力、省料、省地,有极大的推广应用价值。钢筋自动下料加工工程实例钢筋笼绕筋机钢筋数控自动下料加工施工技术成功地运用到泉州万科城二期项目上,采用钢筋自动下料设备,保证了箍筋精度,大大提高了生产效率,增加了经济和社会效益,完善和提高了钢筋标准化作业水平。



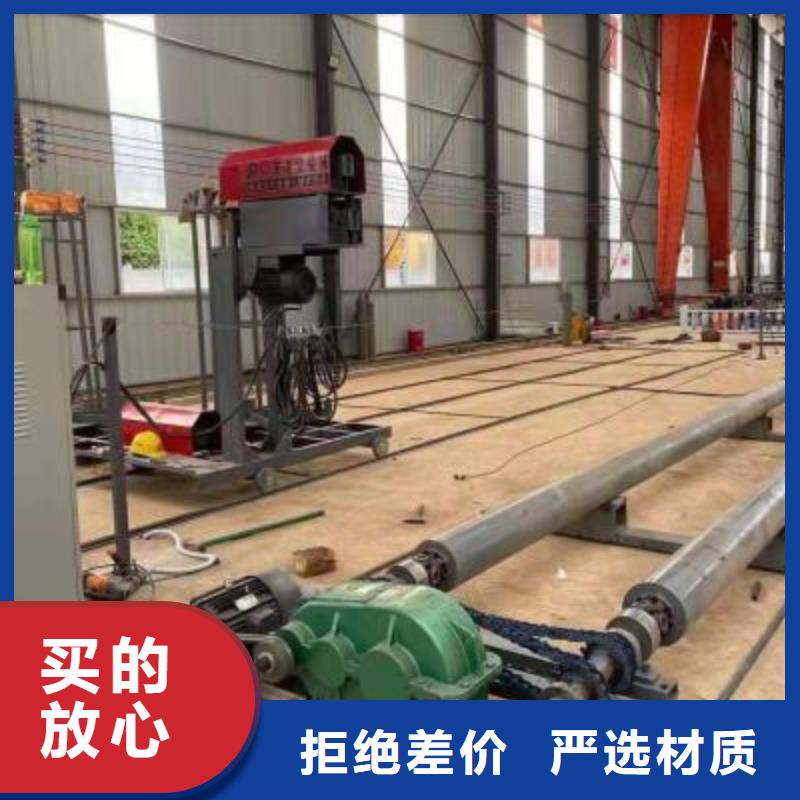
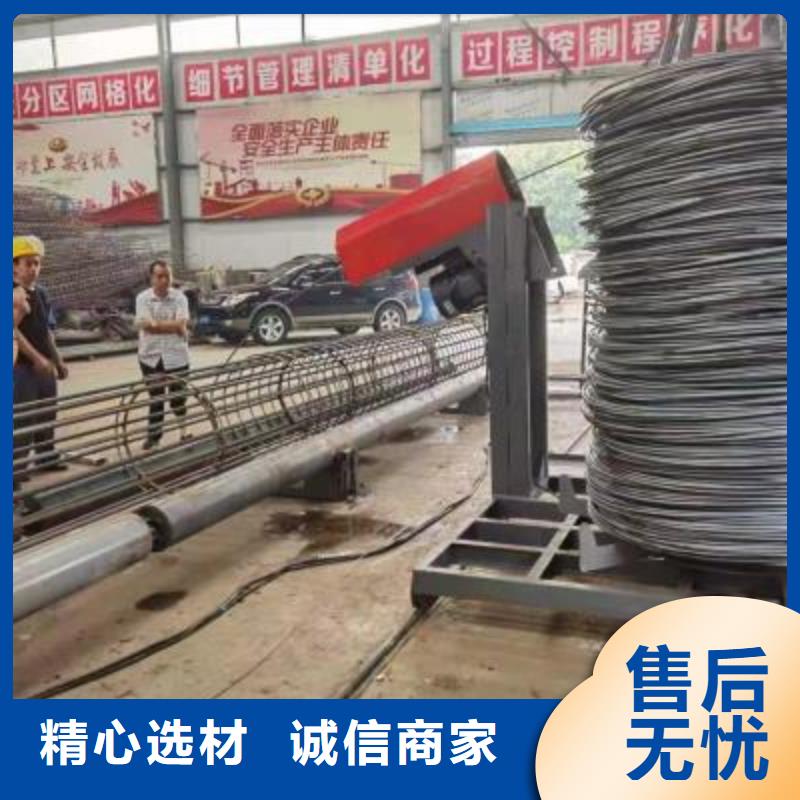
建贸钢筋笼绕筋机的使用代替了原有的手工,为我国桥梁和高铁的加工研发生产提供了极大的好处,为了让你们更加熟悉这种设备,下述就让大家来看看对于它的工作原理和亮点说明。设备操作简单、人性化,单人可作业;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可制作双盘筋、双主筋高要求钢筋笼产品;线作业,每班3人即能正常设产钢筋笼;套筒连接及对焊连接的主筋可以直接上设备制作;熟练工人使用设备研发生产,效率高;自动上料,降下来工人劳动强度;单段不超过12米,吊装、运输方便;零部件研发寿命长,备件更换简单快捷;全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。


钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。


