
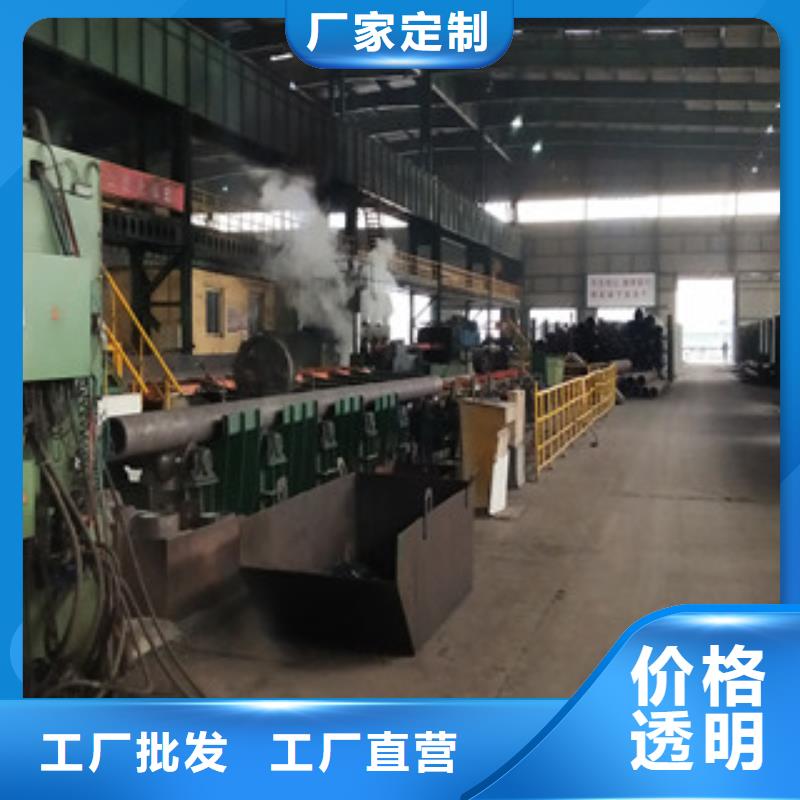



无缝钢管的水淬火是一个重要的生产工艺。以往的水淬火设备的淬火工艺流程是经淬火炉加热的钢管由上料装置直接放入到装满冷却水的淬火槽中冷却,一定时间后再由出料装置拨出。这样的淬火工艺存在一定的缺陷。很容易造成钢管冷却不均匀,产生弯曲、开裂等缺陷,影响钢管的性能。
新型的水淬火设备消化吸收了国内、外先进的淬火技术,在此基础上又进行了多项技术革新,有效的提高了冷却均匀性和淬透性,减少了淬裂、弯曲、椭圆等缺陷,是集液压、机械、电气、计算机控制于一体的新型水淬火设备,现已在投入使用。新型用水淬火设备,采用先进的“外淋+旋转+内喷”淬火工艺,并进行了大量的结构改造、技术革新,有效的提高了钢管的精度和机械性能,大大减少了淬裂、弯曲、椭圆等缺陷。实践证明此水淬火设备具有淬火均匀、冷却速度快、淬后钢管精度高、硬度高、耐磨性强等诸多优点。


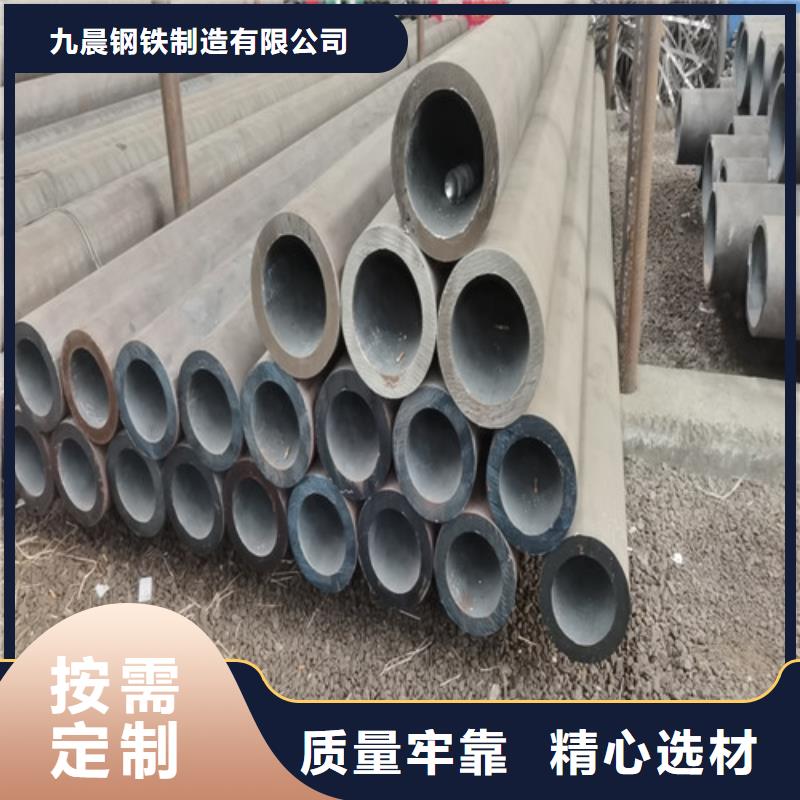
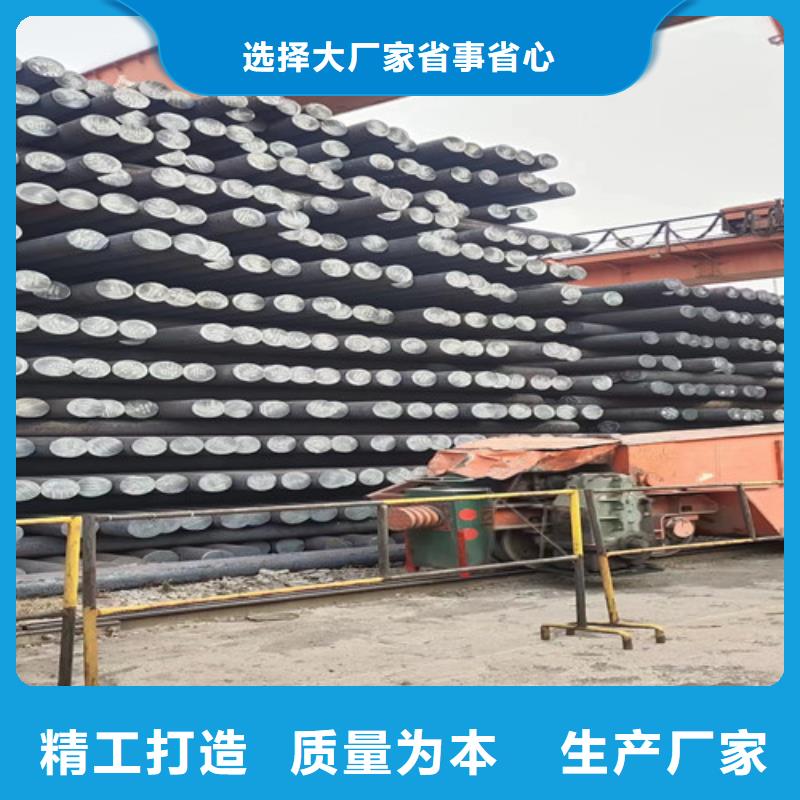
冷拔无缝钢管是无缝钢管按生产方法分类的一种类别无缝管,是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
一般无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。冷拔精密无缝钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及表面粗糙度。冷拔精密无缝钢管的特点:外径更小,精度高可做小批量生,冷拔成品精度高,表面质量好,钢管横面积更复杂,钢管性能更优越,金属比较至密。
对于焊管大家都很熟悉。今天给大家介绍无缝钢管和焊管的区别到底在哪里?
首先:主要的就是他们的成型工艺不同。普通的钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,这种工艺比较简单粗糙,成品加工后可以在上面发现一条焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,在这种工艺下就没有焊缝。
在性能上,无缝钢管在承压能力上较普通钢管有很大提高,所以经常被用于高压设备使用。如液压设备的管路连接等。而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。



九晨钢铁制造有限公司于2016年成立,坐落于美丽的河南平顶山,是一家致力于集销售 河南平顶山异型管公司,并可根据客户的要求,定做客户所需的 河南平顶山异型管产品,以满足 河南平顶山异型管市场需求. 公司以“质量为主,用户满意”的企业宗旨,坚持走”科技兴厂,质量取胜”的道路。以产品的质量,客户的信赖求发展。“科学进取,诚信待人,团结务实,雷厉风行“的企业文化。客户用的开心,用的满意使我们长期以来的方向。


1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


