



想知道dn200给水球墨铸铁管近期行情产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:dn200给水球墨铸铁管近期行情的图文介绍

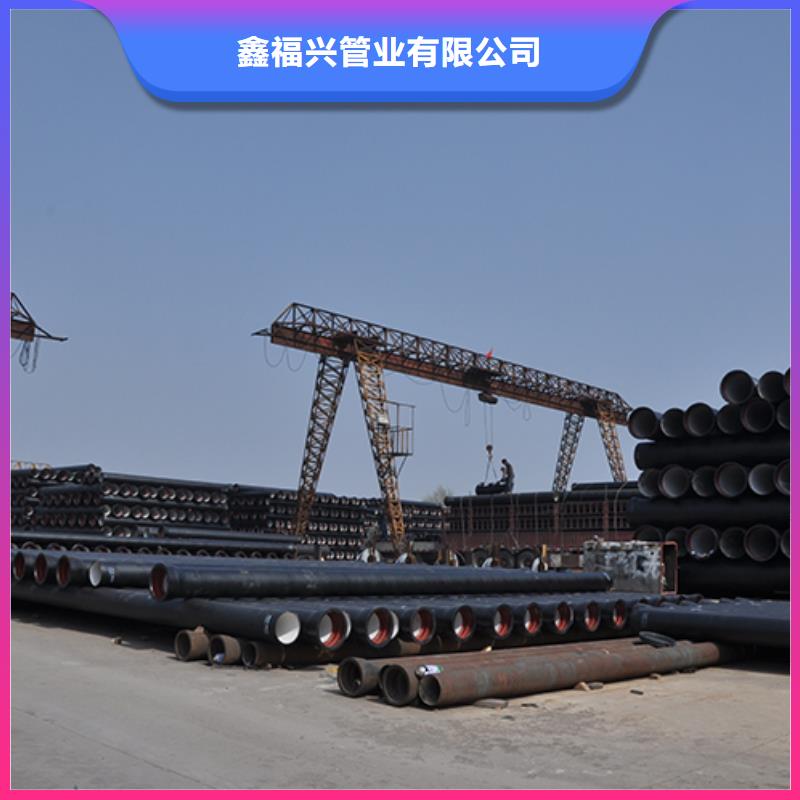
鑫福兴管业有限公司
经过年的稳健经营与拓展,现已成为集 福建漳州球墨铸铁管设 计、开发、制造与销售为一体的实业型企业。 鑫福兴管业有限公司主要经营 福建漳州球墨铸铁管,以好的质量,齐全的 福建漳州球墨铸铁管产品,的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供的服务,愿与每位客户携手共进,共创美好未来!


球墨铸铁管是一种以18号以上的铸造铁水为主要材料,再加上球化剂和各种辅助添加剂,然后再利用离心球墨铸铁机铸造出来的铸铁管。严格按照GB/T13295-2013标准以及ISO2531国际标准等,防腐喷锌球墨铸铁管材,在管材外表面有沥青漆或环氧煤沥青涂层,其特征在于,在管子的外表面与沥青漆或环氧煤沥青涂层之间有金属锌或富锌涂料涂层。在球墨管的内壁上喷涂有一层以环氧树脂为主要成份的涂层,涂层中分散有耐磨料石英粉,此铸铁管的耐磨性,耐腐蚀性和剥离强度都极优异。目前我们对卫生水平的要求并通过认可检测部门的检测合格后投入市场,自来水管道的建设都在卫生许可范围之内。离心球墨铸铁管采用优质的低硫、低磷生铁,配用锰、硅等种稀有原料,铁水溶液经过特殊的铸造孕育处理,晶粒组织细化,大大改善了直管的抗拉强度及抗冲性能,高速旋转的离心浇注工艺使产品组织更加致密。



球墨铸铁管管件在安装的时候一定要严格的安装以下要点进行安装!①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长球墨铸铁管管件的办法,用单根钢丝进行安装。



球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。
