以下是:不锈钢钢板厂家直销的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 协商 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 3天 |
|---|
| 产地 | 重庆 |
|---|
| 品牌 | 益丝物资 |
|---|
| 可定制 | 是 |
|---|
以下是:不锈钢钢板厂家直销的图文视频
不锈钢钢板厂家直销,九晨钢铁制造有限公司为您提供不锈钢钢板厂家直销的资讯,联系人:颜世林,电话:13963556003、15552151098,QQ:1499276480,发货地:聊城大渡口区建桥大道发货到吉林省 四平市 梨树县、公主岭市、双辽市。 吉林省,四平市 2022年,四平市地区生产总值实现581.71亿元,同比增长3.9%。
不锈钢钢板厂家直销的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
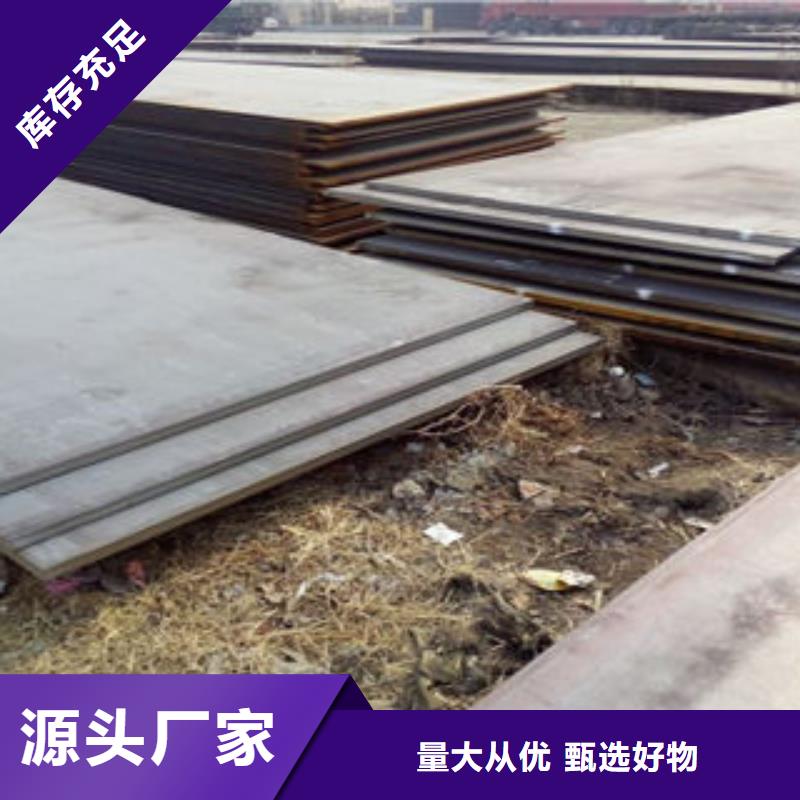
以下是:不锈钢钢板厂家直销的图文介绍

化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。


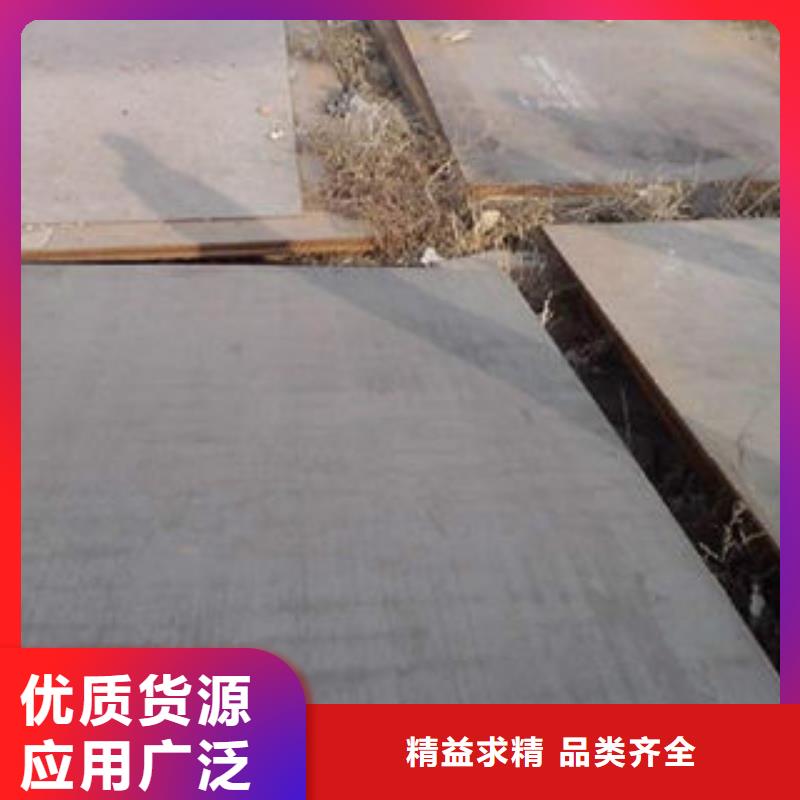
(2)在纤维增强复合耐磨板面上弹线并标出自攻螺钉固定点,同时预钻凹孔(预钻孔直径比自攻螺钉头大1mm~2mm,孔深1mm~2mm)。自攻螺钉距离板边15mm,距离板角50mm,自攻螺钉之间的间距在200mm~250mm左右。(3)隔墙铺板时,一般采用纵向铺设的方法,将耐磨板的长边固定在竖龙骨上;两块儿板材在对接时要自然的进行靠近,不能强压就位;墙体两面的接缝应相互错开,两块儿板子的接缝不能落在同一根龙骨之上。 (4)对复合耐磨板进行固定时,板材与龙骨之间应作预钻孔,孔径比自攻螺钉直径小1mm,耐磨板常用自攻螺钉固定,固定时应从板的中间部向周边固定,所有螺钉头均应沉入板面1mm。(5)安装门窗周围的复合耐磨板时,板缝不能落在与地面水平和垂直框龙骨上,以避免门窗的经常开关产生振动而造成板缝开裂。 磨削好坏决定在于磨削液。耐磨板磨削时产生大量钨鸪,金刚砂轮粉,不及时冲洗表面及清洗砂轮气孔,造成表面研磨无法磨出光洁度,没有足够冷却也会烧钢板。磨齿机构对磨齿影响。双金属耐磨板磨齿好坏在于机型结构及装配,目前市场大约二类机型:一类是德国浮尔墨类型。 该类型采用立式磨销,优点全部采用液压无级运动,全部进给系统采用V型导轨及滚珠丝杆工作,磨头或大臂采用进刀缓进,退刀快退,夹片油缸调节心,支片灵活可靠,拔齿准确定位,双金属耐磨板定位心牢固自动定心,任意?。



九晨钢铁制造有限公司服务于多家企业单位, 吉林四平异型管产品覆盖国内三十多个省、市地区。成熟的 吉林四平异型管生产工艺,现代化的生产设备,完善的测试手段,以及良好的质量管理体系,确保给用户提供好品质、可靠、低价位、经得住考验的 吉林四平异型管产品。秉承“用心生产”的企业情怀,立足 吉林四平异型管市场、顺应时代、不断做强做优。


随着保温时间的增加,初生-Al不断球化,淬火组织也越圆整,耐磨衬板基体合金平均晶粒尺寸为89~132m,晶粒组织的球化和粗化过程同时进行,在590~600℃区间,有利于均匀、细小的近球形组织的形成,保温20~40min的晶粒组织的圆度及平均晶粒尺寸较为理想,二次加热条件下晶粒尺寸减小30~40m。 二次加热过程中,随着保温温度的升高,组织转变速度加快,耐磨板的晶粒粗化速率常数为1196m3/s,合金中大量内生形核和固-液界面成分过冷的降低有利于上述组织的形成。在二次加热过程中,发生了一定的球化,耐磨衬板的晶粒长大能增加约50%,从而对二次加热过程中晶粒迅速长大的行为起到了显著的作用。 的过程中,会对其编制工艺产生重要影响的就是它的疏密程度和粉体的体积,所以要通过相应的方式所需的疏密程度,并且以适合的工艺进行编制。计算结果表明,在屏蔽物核心点处两种计算办法所得的结果比较靠近,而且用简化的同轴圆来计算屏蔽物核心处的屏蔽效能是可行的;丝纬线直径公差和根数的变动,导致了纬线的变型量增大,使得编制过程中极易导致断丝现象。 由此可见,的的疏密程度必须恰到好处才可以,丝之间的力没有改变,纬线的变型量增大的情况下要求打纬力也要增加。正是因为如此,减小线之间的摩擦编制工艺的关键。编制过程中,较为常用的方法是正交口编制和反交口编制两种;片小,但纬线坚固性差,很容易显来脱丝现象;而反交口编制坚固性大,片软而韧度,但容易显来亮点。



在吉林省四平市采购不锈钢钢板厂家直销请认准九晨钢铁制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:颜世林-15552151098,QQ:1499276480,地址:大渡口区建桥大道)。