


【全新视界!】45CrMo合金钢管GB5310-2017执行标准产品视频,带你领略产品新风尚!
以下是:45CrMo合金钢管GB5310-2017执行标准的图文介绍


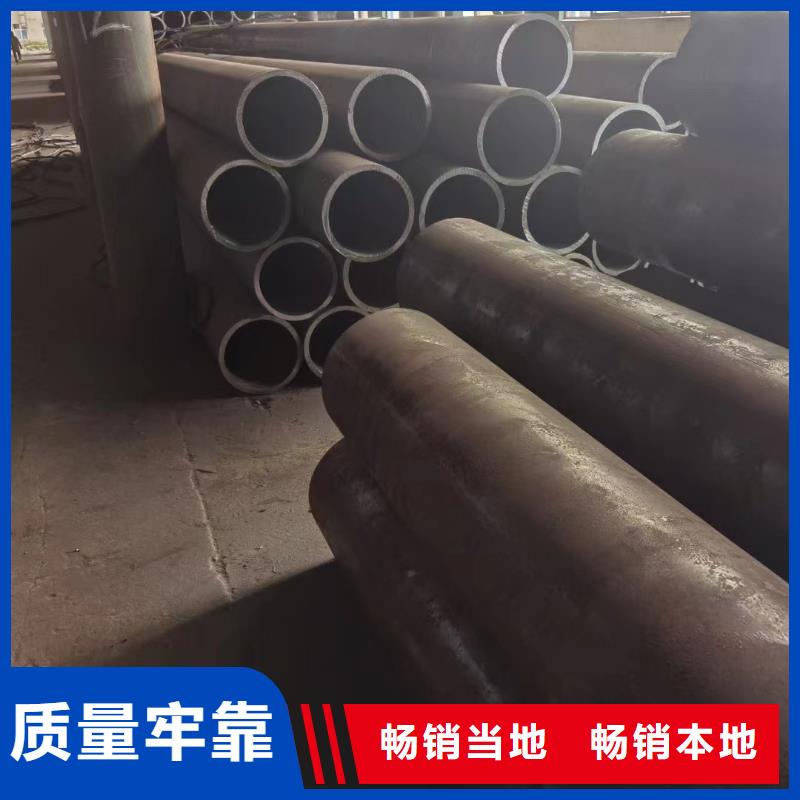
江西赣州焊接合金钢管时很容易出现冷裂纹。此时,由于焊接时内应力比较大,裂纹的产生很容易影响焊接质量。如果比较严重,圆钢管的性能指标就会降低。控制一直是工程施工质量控制的重点和难点,如何合理避免此类问题。适当扩大电流量,降低冷却速度,有利于防止硬化机制的产生。焊接前加热避免了裂纹的产生,在一定程度上还具有改善性能的作用。控制固层温度,应略高于加热温度。合金钢管选择有效的焊接模式,严格按照工程图纸生产加工零件的焊缝。清理焊缝两侧的铁锈、水等,减少氡气的来源。合金钢管裂纹通常发生在封头焊道和焊根处,因此对定位的焊接长度、焊孔纵横比和间距也有相应的要求。如果在焊缝内强制完成精密定位焊接,焊接纵横比应低于焊缝深度的2/3,长度应超过40mm。如有必要,在精密定位焊前加热。焊接前检查精密定位焊接,如有裂纹排除重新焊接。精密定位焊的长度和间隔应取决于对接焊缝的厚度和结构的长度。为降低热应力,避免合金钢管焊接产生裂纹,安装时要防止强行组装。焊接前进行合金钢管加工工艺鉴定实验,明确加工工艺的主要参数。碱低氢焊丝E5Q/E55用于合金钢管的手工焊接;CO:气体保护焊可以使用药芯焊丝;弧焊可使用F5021-H08MnA焊丝,并按规定严格风干。风干温度为350-450℃。风干后在100-150℃保温1-1h,放入保温隔热筒中随时使用。合金钢管超低温焊接后,应进行缓冷。为了减缓焊接和热影响区的冷却速度,避免形成冷裂纹,应立即对焊接部位进行保温,即立即将焊接部位加热到250-350℃。℃,用石棉保温2~6小时后风冷,可减少焊接中过氧化物的量,避免冷裂纹。加热方式和总宽度与焊接前相同。



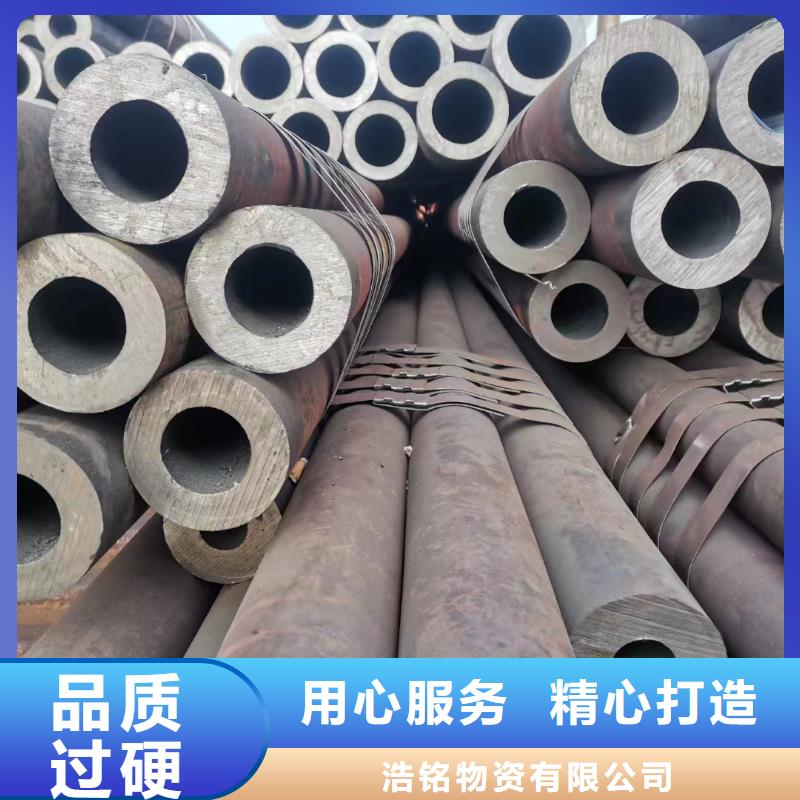
浩铭物资有限公司是一家以生产 江西赣州大口径钢管为主的生产厂家,集科研、生产、销售为一体的大型股份制企业,现拥有三个大型生产厂地。


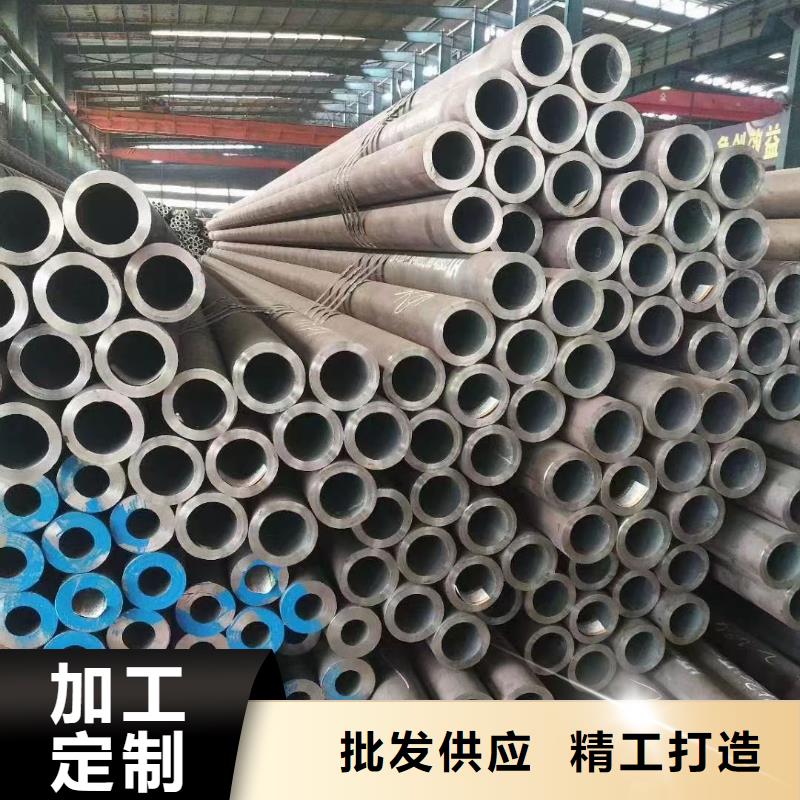
江西赣州40Mn合金钢管以不热处理或热处理(退火、正火或高温回火)状态交货。要求热处理状态交货的应在合同中注明,未注明者按不热处理交货。40Mn合金钢管综合力学性能,切削加工性能尚好,但焊接性能差,冷变形塑性低,有回火脆性倾向,一般在调质状态下使用,也可在淬火和回火或正火状态下使用。用于制造受磨损的零件,如转轴、心轴、曲轴、花键轴、连杆、万向节轴、啮合杆、齿轮、离合器盘、螺栓、螺母等。40Mn合金钢管化学成分:碳 C:0.37~0.44;硅 Si:0.17~0.37;锰 Mn:0.70~1.00;硫 S :≤0.035;磷 P :≤0.035;铬 Cr:≤0.25;镍 Ni:≤0.30;铜 Cu:≤0.25。40Mn合金钢管力学性能:抗拉强度 b (MPa):≥590(60);屈服强度 s (MPa):≥355(36);伸长率 5 (%):≥17;断面收缩率 (%):≥45;冲击功 Akv (J):≥47;冲击韧性值 kv (J/cm2):≥59(6);硬度:未热处理≤229HB;退火钢≤207HB;试样尺寸:试样尺寸为25mm。



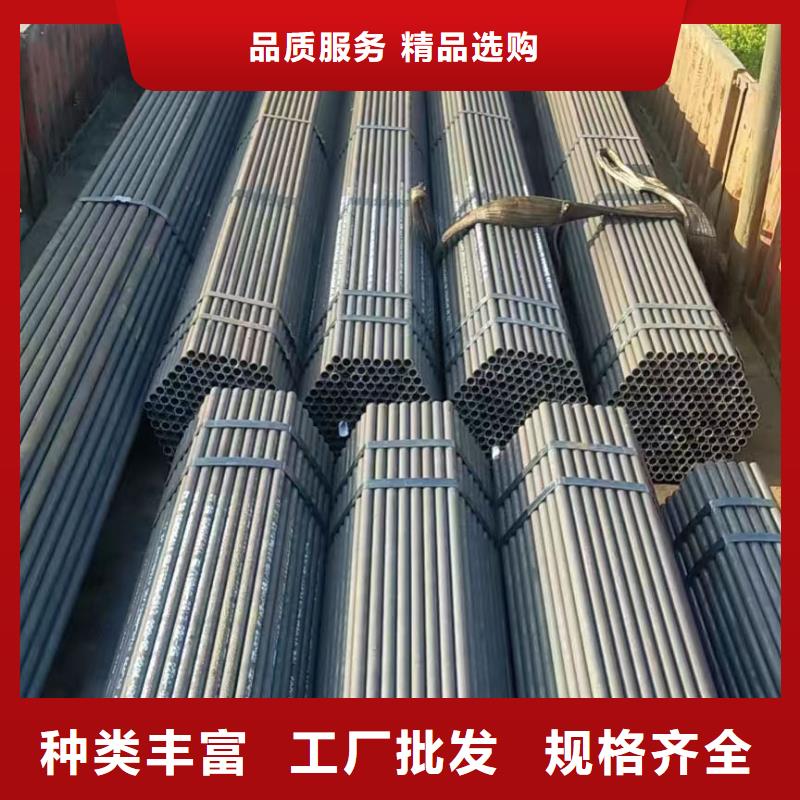
江西赣州65mn合金钢管由于65Mn钢碳含量较高,因此加热过程中应严格控制加热炉各段在炉时间和温度,避免产生过大的热应力;同时加热炉控制采用弱还原性气氛,适当降低加热温度,减少钢坯在炉时间,可以有效地控制脱碳层厚度,保证钢带终的组织和性能。65mn合金钢管的加热温度控制在1 200 ~ 1 280℃、加热时间控制在2.5~3.5 h。65mn合金钢管轧制过程中根据不同的原料规格和轧机负荷,开轧温度、终轧温度、卷取温度分别控制为1 100 ~1 150,850 ~ 950,650 ~ 750 ℃,根据成品规格调整轧制速度,稳定生产节奏。65Mn合金钢管连铸中间包钢水温度平均控制在1 488 ℃,65Mn钢液相线温度为1 470 ℃,过热度为18 ℃,符合钢水过热度控制在15 ~ 30 c的目标要求,对改善板坯质量和避免开裂有较大的作用。



