

产品型号 GB4240
切削范围 400×400×400
锯带规格 3505×34×1.1
锯带线速 27、45、69
工作夹紧方式 液压
主电机功率 2.2
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸 2200*1100*1500
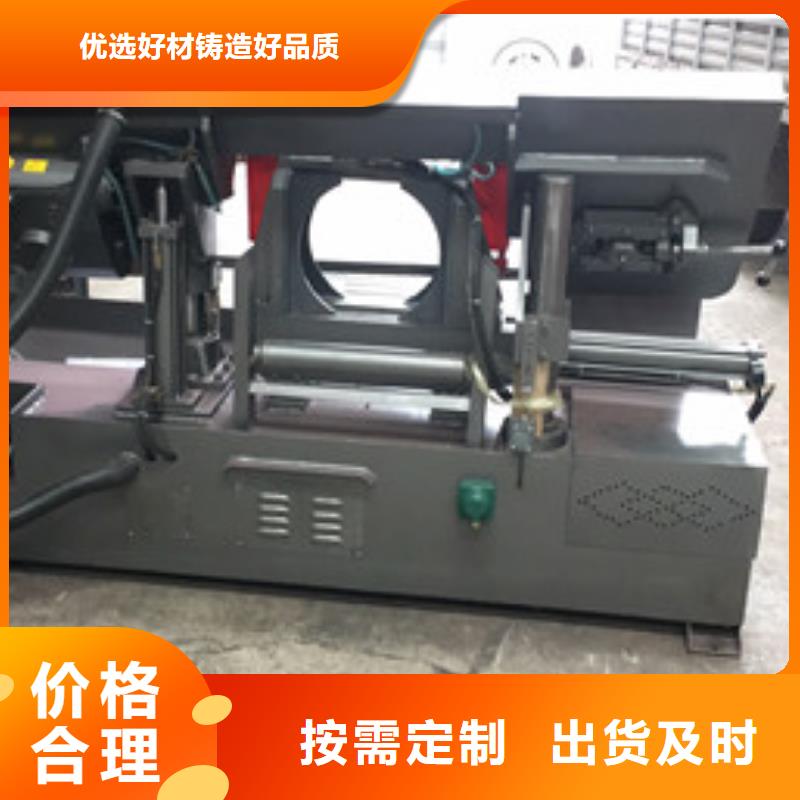
主要用途:
本机床应用于切割高度≤600mm、宽度≤600mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。
4.锯条导向装置
主要是由导向臂和导向头所组成的,此外还有导向轮和导向块等,以保证锯条的切削精度,从而能够减少振动。
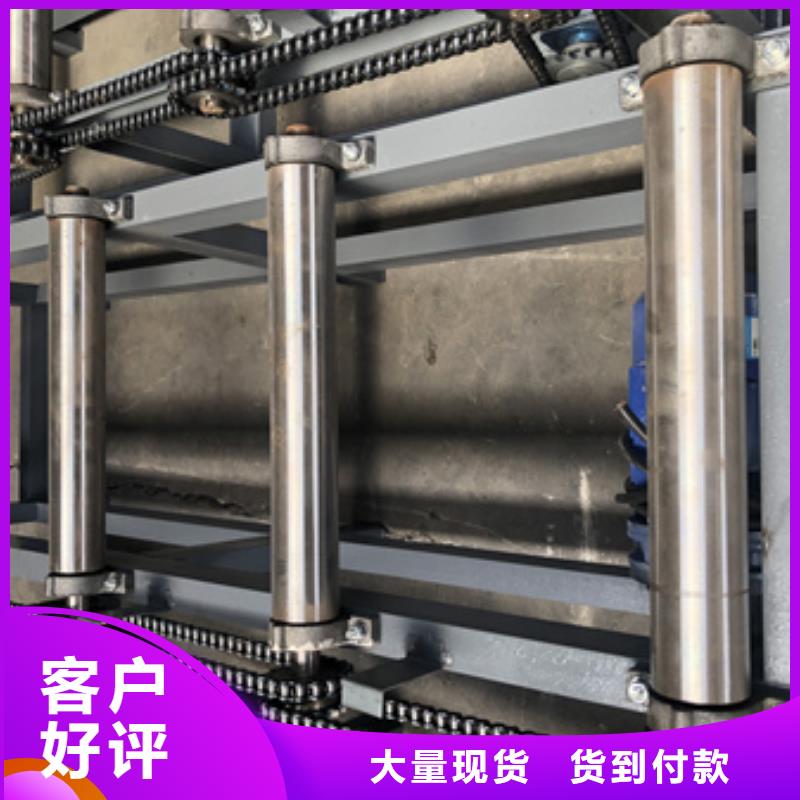
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的,顺时针是张紧锯条,逆时针则是松开锯条。



需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件。



在 黑龙江大兴安岭钢筋笼滚笼机产业蓬勃发展的今天,建贸机械设备有限公司“以科学的管理模式,雄厚的技术力量,完善的服务体系”对客户永不变的承诺,一定会在新世纪,“锐不可当,扬帆远航”,我们愿与您共同携手,互惠互利,共创辉煌!


1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。


