
为了让您更地了解我们的K9给水球墨铸铁管dn250实力厂家产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:K9给水球墨铸铁管dn250实力厂家的图文介绍

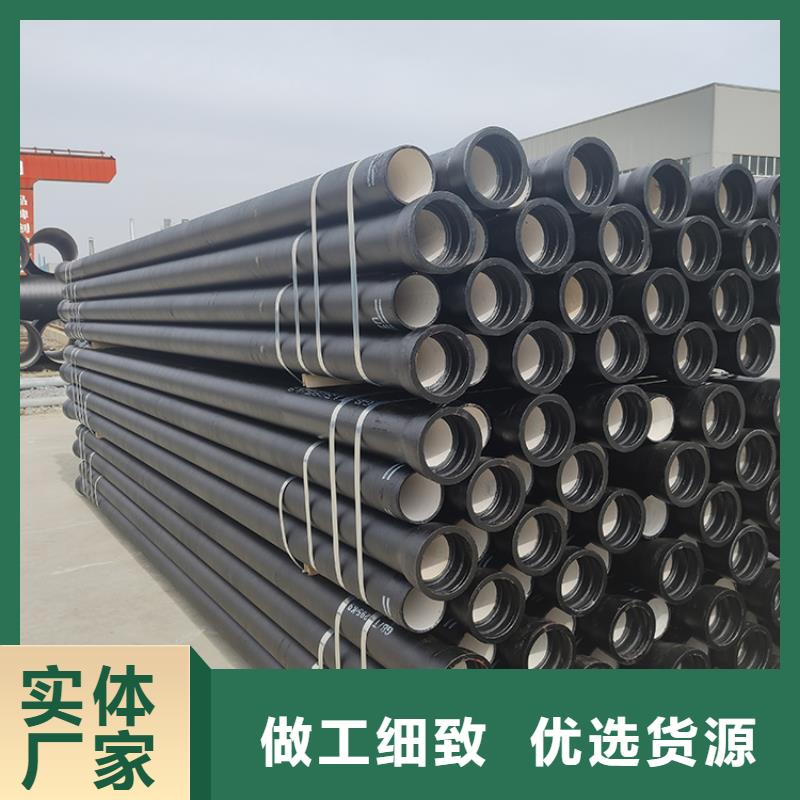
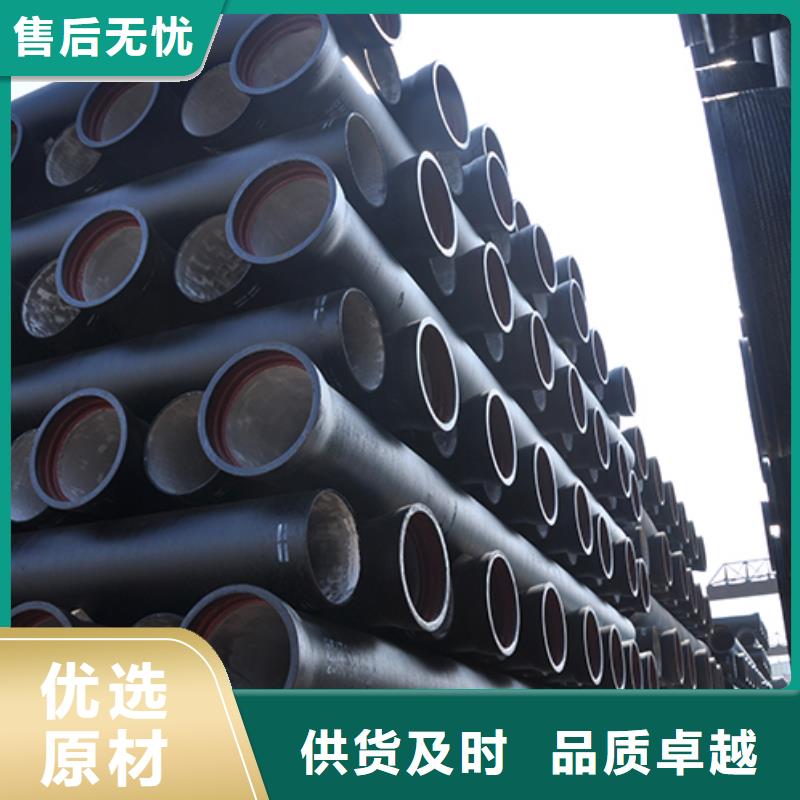
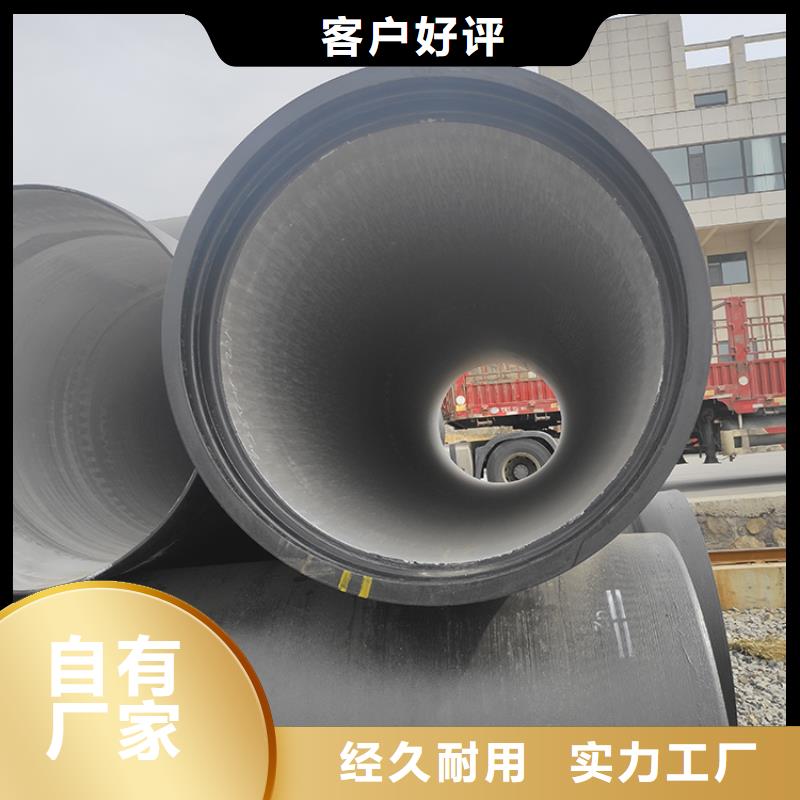
离心球墨铸铁管分为K9级和K8K7三种质量标准,在不同的管道工程上可使用不同级别的管材,K9级一般使用在市政消防压力较大的管道上,其具有钢的性能铁的实质能有效的承受高压供水质量标准执行GB/T13295-2013标准。K7及K8级球墨铸铁管一般使用较多的中低压管网,外涂环氧沥青及喷锌内衬优质耐腐蚀的水泥砂浆具有较强的耐防腐效果。 T型承插式连接采用优质的橡胶密封圈阻上效果好,均能达到居民饮用水卫生标准。现公司为拓展业务扩大规模对新老客户量大从优的政策采购满20万赠送优质密封圈及精美礼品,离心球墨铸铁管采用优质的低硫、低磷生铁,配用锰、硅等种稀有原料,铁水溶液经过特殊的铸造孕育处理,晶粒组织细化,大大改善了直管的抗拉强度及抗冲性能,高速旋转的离心浇注工艺使产品组织更加致密。球墨铸铁管优越的使用性能,强度高使用期在50年以上,维护方便安装方便施工快及防火性能好,可任意切割等优势,防腐蚀效果级抗震性能好。


以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。 球墨铸铁管



鑫福兴管业有限公司自创立以来,一贯坚持以“科技是di yi生产力”的理论为导向,以品牌战略为先导,以完善的工艺和对品质的孜孜追求,推出 四川眉山球墨铸铁管产品。部分产品已经通过CQC认证、CCC认证、CE认证,企业通过ISO9001质量体系认证和ROHS环保认证。

球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。离心球墨球铁管由于强度高、塑性好、耐腐蚀性好等优点,故在供水、输气管道中大量应用。工业发达的离心球铁管产量已占铸管总产量的95%~98%,球铁总产量的40%~50%,成为球铁的大用户。中小口径(<1000mm)铸管采用水冷金属型工艺(即冷模法);大口径采用热模法(喷涂料和衬树脂砂)。国外已能生产大 0mm×4000mm的铸管。
