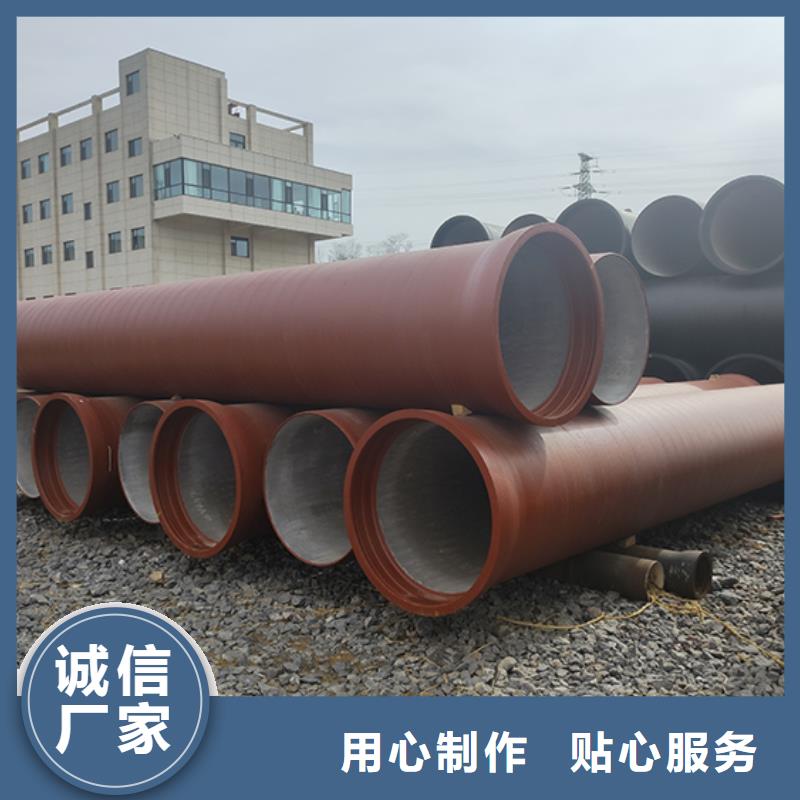
以下是:K9级球墨铸铁管dn300择优推荐的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000/吨 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 100万吨 |
|---|
| 运费说明 | 现付 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | K9 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品品牌 | 鑫福兴 |
|---|
| 产品规格 | DN80-DN1400 |
|---|
以下是:K9级球墨铸铁管dn300择优推荐的图文视频
K9级球墨铸铁管dn300择优,鑫福兴管业有限公司为您提供K9级球墨铸铁管dn300择优产品案例,联系人:桂经理,电话:17335861688、13100067565,QQ:215134291,发货地:南村镇牛匠村发货到山西省 运城市 盐湖区、临猗县、万荣县、闻喜县、稷山县、新绛县、绛县、垣曲县、夏县、平陆县、芮城县、永济市、河津市。 山西省,运城市 运城市,简称“运”,古称河东,别称凤凰城,山西省辖地级市,位于山西西南部,北依吕梁山与临汾接壤,东峙中条山和晋城毗邻,西、南分别与陕西渭南、河南三门峡隔黄河相望,介于东经110°15'—112°04',北纬34°35'—35°49'之间,东西长201.87千米,南北宽127.47千米,总面积14182平方千米。截至2022年10月,运城市辖1个市辖区、2个县级市、10个县。截至2022年末,运城市常住人口为471.85万人。
我们的现场实拍视频将带您走进K9级球墨铸铁管dn300择优产品的世界,产品视频细节之美一览无余!
以下是:K9级球墨铸铁管dn300择优的图文介绍

球墨管的放置是很有讲究的,但是如何对方能使其稳定又占地面积少呢?现在球墨铸管有限公司来给大家讲解一下。球磨铸铁管堆码的原则要求是在码垛稳固、确保的条件下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止混淆和相互腐蚀。禁止在垛位附近存放对钢材有腐蚀作用的物品。垛底应垫高、坚固、平整,防止材料受潮或变形。同种材料按入库先后分别堆码,球墨铸铁管 便于执行先进先发的原则。露天堆放的型钢,下面必须有木垫或条石,垛面略有倾斜,以利排水,并注意材料安放平直,防止造成弯曲变形。堆垛高度,人工作业的不超过1.2m,机械作业的不超过1.5m,垛宽不超过2.5m。垛与垛之间应留有一定的通道,球墨铸铁管 检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m。垛底垫高,若仓库为朝阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。


以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。 球墨铸铁管



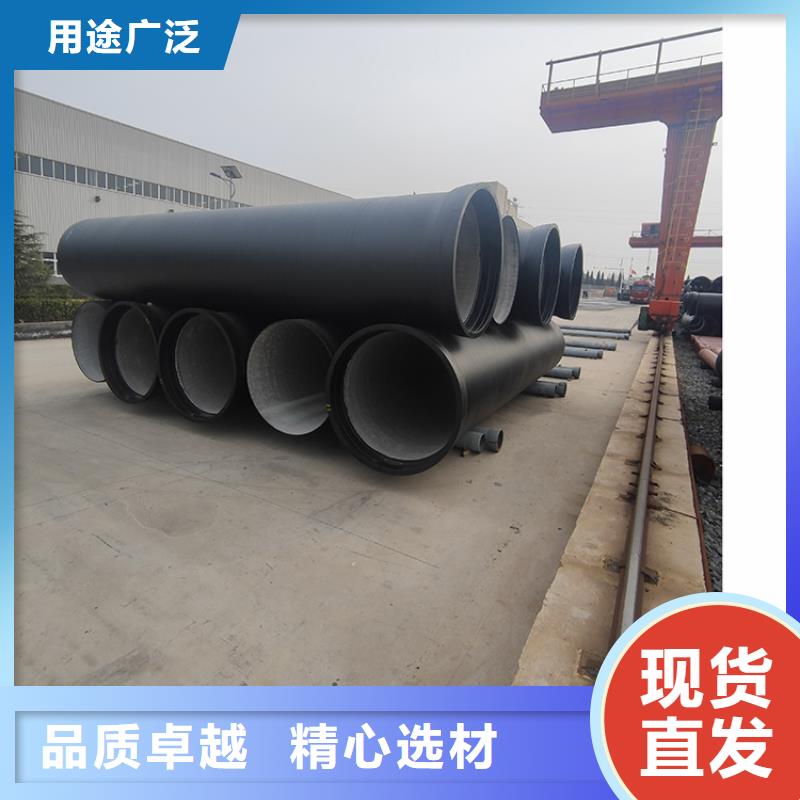
鑫福兴管业有限公司拥有多年的 山西运城球墨铸铁管生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 山西运城球墨铸铁管产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


球墨铸铁管退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,能源浪费严重。造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。2节能措施2.1 降低球墨铸铁管在退火炉内的热焓增量球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。2.1.1 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。2.1.2 提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。2.2 提高退火炉的热效率对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间



在山西省运城市采购K9级球墨铸铁管dn300择优请认准鑫福兴管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:桂经理-13100067565,QQ:215134291,地址:南村镇牛匠村)。