


文字或许能描绘质优价廉的方管热弯经销商产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
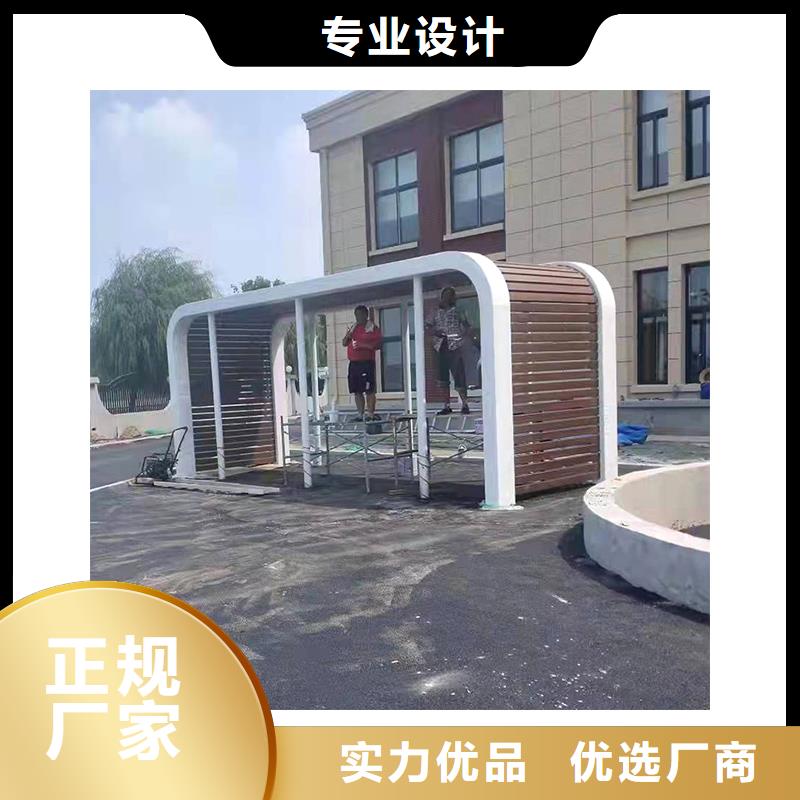
以下是:质优价廉的方管热弯经销商的图文介绍

只要来航萧管件有限公司签订 山西运城中频弯管订货合同成功的客户,合同合计金额达到10w元以上的,立减1000元现金,做为感谢客户对我们公司 山西运城中频弯管产品的信任与支持。凡是我们公司 山西运城中频弯管产品的客户,全部免费上门安装、调试、培训,保证客户正常使用。


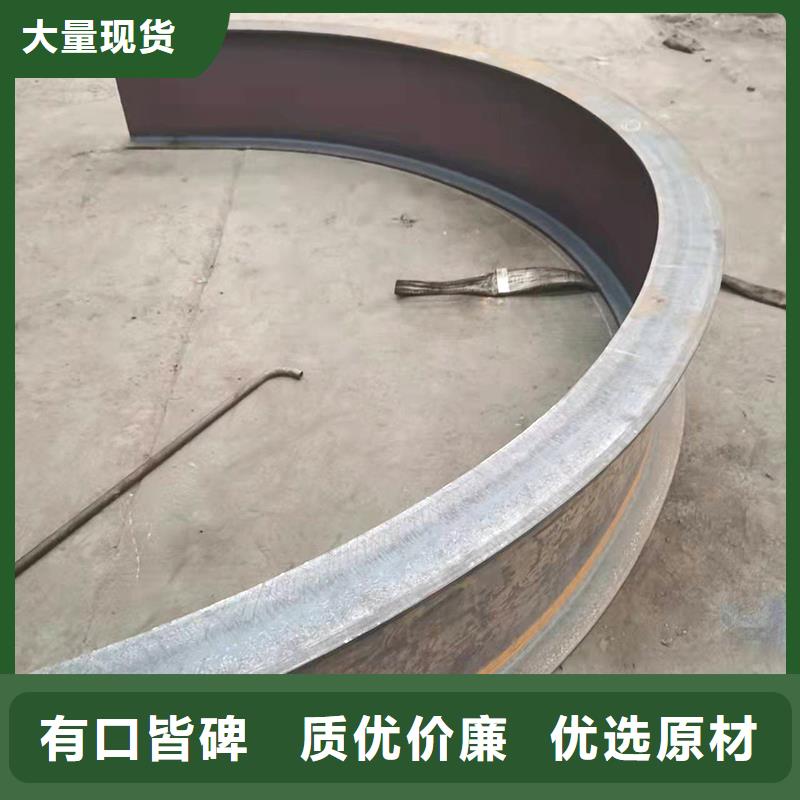
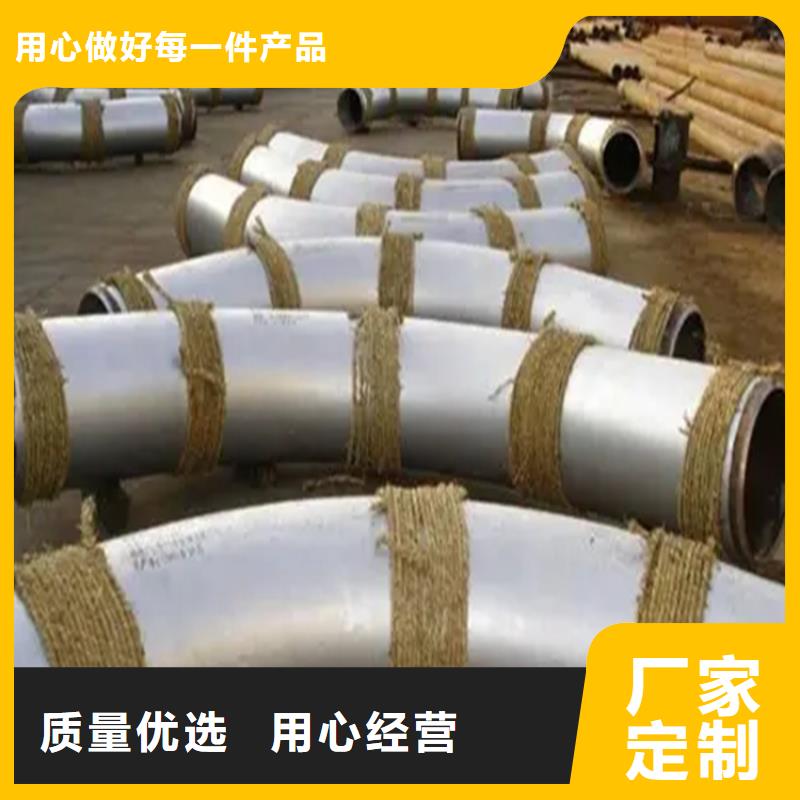
根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。 煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。 异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。 扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。



全自动弯管机的工作效能可以带来的好处 现阶段电机与全自动弯管机上的液压泵中间的连接早已不用借助法兰盘来连接了,根据这一个小改变,不只是在成本费上的消耗更加节省,电机和汽油泵中间的传动配置也更为畅顺,并且噪声也有了挺大的改进,由于取消了连接轴、汽油泵轴连接电机的主轴轴承,这样不只是了效率,并且也扩大了扭矩,促使液压弯管机和全自动弯管机及液压机切管机等液压机管件加工车床总体的一个。 应用过全自动弯管机机器的用户多多少少都对弯管机及液压特性有些掌握,在弯管机的生产过程中,对弯管机上夹紧配置继电器需要多装一个保压阀来把控,这样做的目的实际上就是方便减少用户的投入资金,在弯管机众多系列产品中,很多用户因为需要控制成本,一般选购的型号也就只是刚刚好能够符合自身产品的生产范畴。 而大家为了促使弯管机应用的更为顺畅,在对弯管机夹持上加装保压阀实际上就是来降低弯管机因为生产超载产品的时候,弯头出现跑偏及在弯折不锈钢管件的时候由于跑偏而左右弯管的加工品质的。 那以上就是这次和大家分享的内容了,全自动弯管机的工作效能确实是可以改进液压传动系统自然环境的。

