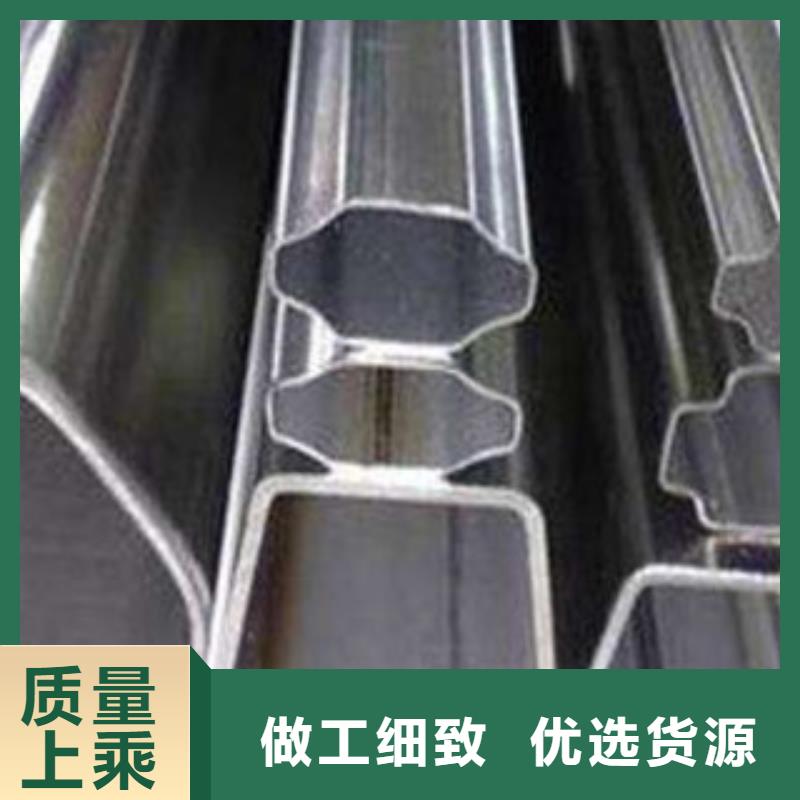

异型管冷弯成型的工艺要点
(一)量元素
为了提高异型管焊接的抗冷裂性能和低温韧性,降低含碳量是很有效的措施。但是,降低含碳量又会影响钢材的强度。为了弥补这一缺陷,在钢材冶炼过程中,可通过加入多种量元素,特别是B等能对材料淬透性有强烈影响的元素,来提高材料的淬透性。这样处理的调质钢,不仅具有足够高的强度,而且具有良好的塑性和韧性。所以为了达到相同的强度,高强钢所需的合金元素含量比正火钢低,热影响区淬硬倾向小,冷裂纹敏感性低。S、P和杂质对加工性能有一定的影响,其中非金属夹杂物在轧制时会沿轧制方向形成纤维状组织,在辊式冷弯成型时易产生边角部裂纹。
(二)冷弯缺陷
异型管冷弯成型过程是一个十分复杂的过程,如果设计不合理,在调试过程中会出现边部波浪,袋形波,纵向弯曲,角部皱褶,裂纹及扭曲等变形缺陷,这些问题往往在调试生产过程中才能发现,而一旦发现这些问题必须很好地解决,否则变形缺陷的存在会进一步破坏异型管钢板的冷弯成型工艺性。


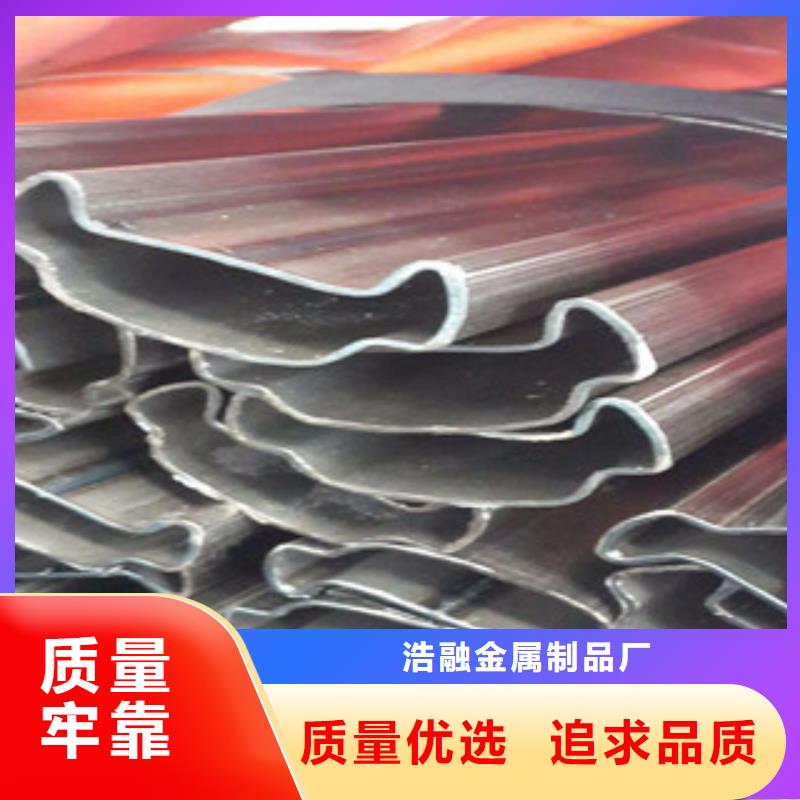
避免不锈钢异型管开裂的八点措施
我们在加工、焊接不锈钢异型管时,可能会遇到管材开裂等故障。要解决这些问题,我们可以采取以下八点措施:
(一)不锈钢异型管可能会因为材料清洁度不够而发生开裂,这时提高材料的清洁度。
(二)焊接部位切边不良,导致焊接部位不良,所以在切断管材时应多加注意。
(三)如果没有注意保护及助燃气体的使用,会使异型管的焊接部位氧化导致开裂,所以要保护及认真管理好气体。
(四)不锈钢材料延伸率不够造成的故障,可能通过退火正常处理解决。
(五)如果管材焊接部位存在油分、水分、灰尘等污染,我们可以去除焊接污染后设定适当的焊接速度。
(六)扩管速度快也会导致异型管发生开裂故障,所以应该适当调整扩管速度。
(七)管材加工时若是采用超过了材料成形的极限加工方式也会造成故障,所以要保持在成形极限内加工。
(八)不锈钢异型管若是存在焊接不良,会导致未焊接上的情况发生,所以要设定合适的焊接条件



高温辐射
异型管炉内温度为1700℃左右有很强的热辐射,而车间中炽热的钢渣、钢水和钢锭均可放散出大量的热。为防止高温、热辐射对工人的危害,应设立多种隔热设备,平炉炉门可用水冷式炉门。车间内应设有移动式石棉遮热板,机械加料时,可用隔热材料将司机室的四周与热源隔绝。在操作室内可装冷风机进行制冷空调,以达到降温的目的。车间应设置有组织的自然通风, 能将气流送到炼钢工人被照射的部位,或从炉前两侧吹送水雾。此外,还应供给工人防热工作服及含盐饮料,设置半身淋浴以及良好的休息场所,尽可能设置制冷空调工作休息室。



浩融金属制品厂有限公司坐落在风景秀美、交通便捷、人文荟萃、美丽的 新疆伊犁钢板之都——新疆伊犁,区位优越,交通便捷,基础设备齐全。作为一个 新疆伊犁钢板的科技企业,公司吸取了国内外众多的先进知识和管理精华,使自身成为专业化的管理队伍,该队伍具有很强的事业心、责任心和使命感;且在多年的实践和摸索中,形成了“注重人才、注重技术、诚德为本、专业化管理、以创新为己任”的核心经营管理理念。


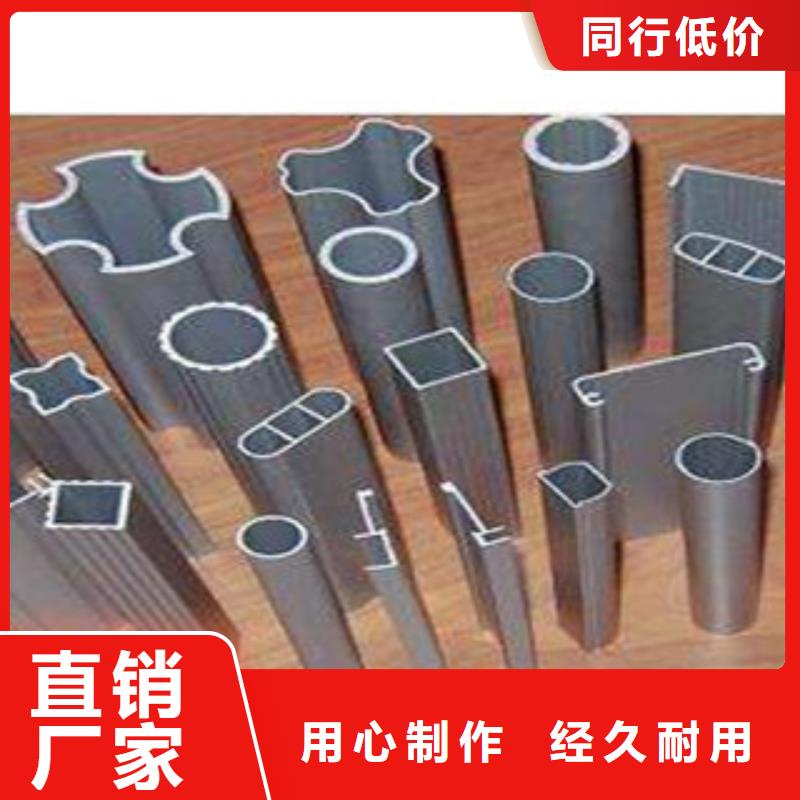
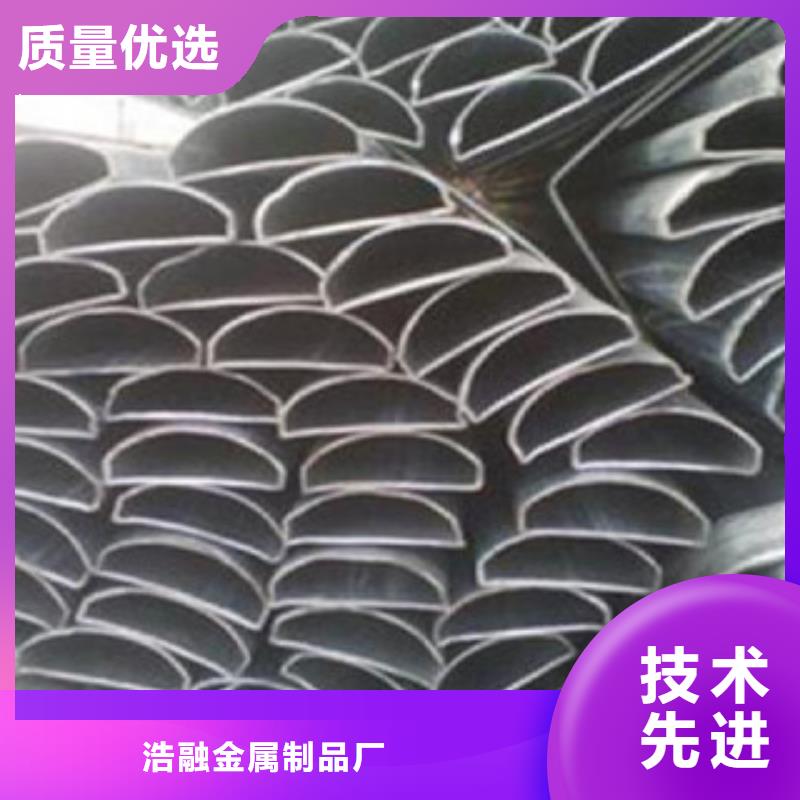
异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。


