




我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让不锈钢复合管钢板立柱防寒环保自己向您展示它的卓越品质和出色性能。
以下是:不锈钢复合管钢板立柱防寒环保的图文介绍
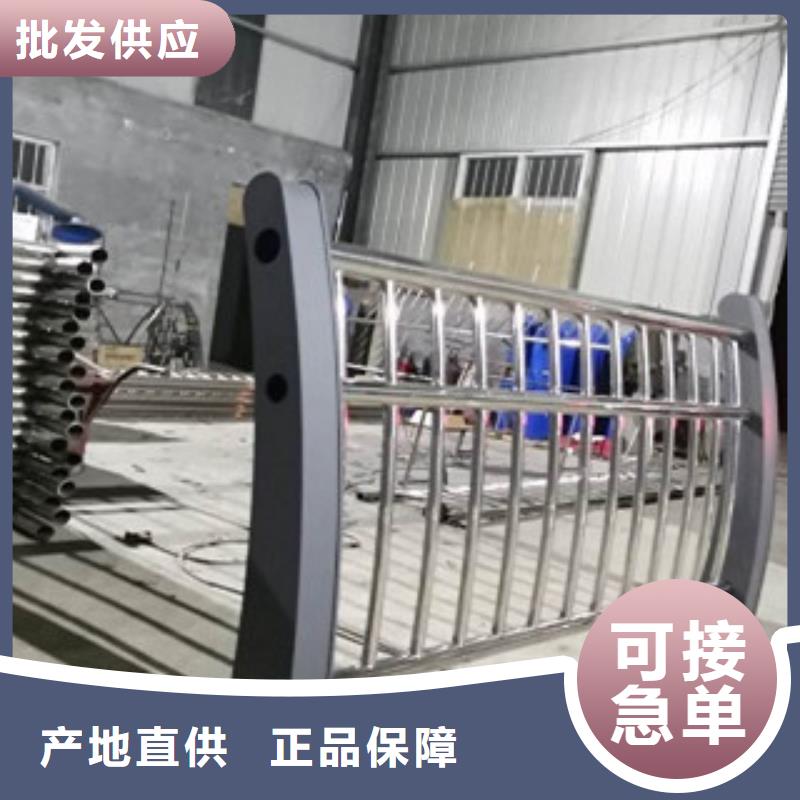
我公司专业生产各种规格、材质的护栏立柱,河道护栏,桥梁护栏,楼梯扶手以及各种金属景观护栏的设计、生产、加工、制作,及相关护栏/栏杆工程材料(不锈钢复合管等)的生产销售,我公司生产的不锈钢碳素钢复合管护栏产品具有外表美观、防锈耐腐蚀性好、易安装等性能,预计2017年全球铁矿石新增8700万吨,同比增加800万吨。铁矿石仍将维持过剩状态。2017年,焦煤供求转向宽松,其中随着运输价格过猛的涨势缓和,成本将现一定议价空间。焦炭企业同样如此,供给不会出现像今年一样紧张的境况。广泛应用于桥梁/河道、市政建设、景观护栏、城市护栏、道路护栏、人行扶手、路灯灯杆、高架路桥、立交桥、高速公路等地方,所生产不锈钢复合管产品全部按照不锈钢复合管 标准(GB/T18704-2008)生产,质量可靠。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


聊城市俊邦金属材料有限公司专业生产各种规格、材质的护栏立柱,河道护栏,桥梁护栏,楼梯扶手以及各种金属景观护栏的设计、生产、加工、制作,及相关护栏/栏杆工程材料(不锈钢复合管等)的生产销售,我公司生产的不锈钢碳素钢复合管护栏产品具有外表美观、防锈耐腐蚀性好、易安装等性能,进入5月上旬,今年的不锈钢焊管去产能任务就已完成超六成,煤炭去产能任务也完成近半。尽管取得了积极进展,但督查也发现供求关系阶段性变化导致去产能动力减弱,一些地方出现淘汰落后产能进度滞后,职工安置、债务处置、兼并重组难度较大等问题。以钢铁为例,在不锈钢焊管去产能的背景下,不锈钢材价格自去年6月份开始上涨。然而,在价格上涨驱动下,不锈钢材产量回升,这也造成不锈钢焊管价格在今年3月再次出现回落。广泛应用于桥梁/河道、市政建设、景观护栏、城市护栏、道路护栏、人行扶手、路灯灯杆、高架路桥、立交桥、高速公路等地方,所生产不锈钢复合管产品全部按照不锈钢复合管 标准(GB/T18704-2008)生产,质量可靠。



俊邦金属材料有限公司是一家从事 四川凉山304不锈钢复合管 生产、销售公司。 公司本着以品质为先导,以完善的服务体系为基石,开拓创新,锐意进取的精神,凭借强大的技术研发能力,精湛的生产工艺,充足的人力资源,来赢得客户对公司的满意。
