

我们的42CrMo无缝管放心选择视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:42CrMo无缝管放心选择的图文介绍
艾斯特钢材有限公司是从事 香港大口径无缝钢管的专业厂家。在相关行业有着多年的营销经验,着重提供相关应用的解决方案,服务于国内多家上市企业,保证售前产品专业,售后服务放心,能针对客户特殊应用寻找符合性能的产品以满足客户需要,做到供需双赢。


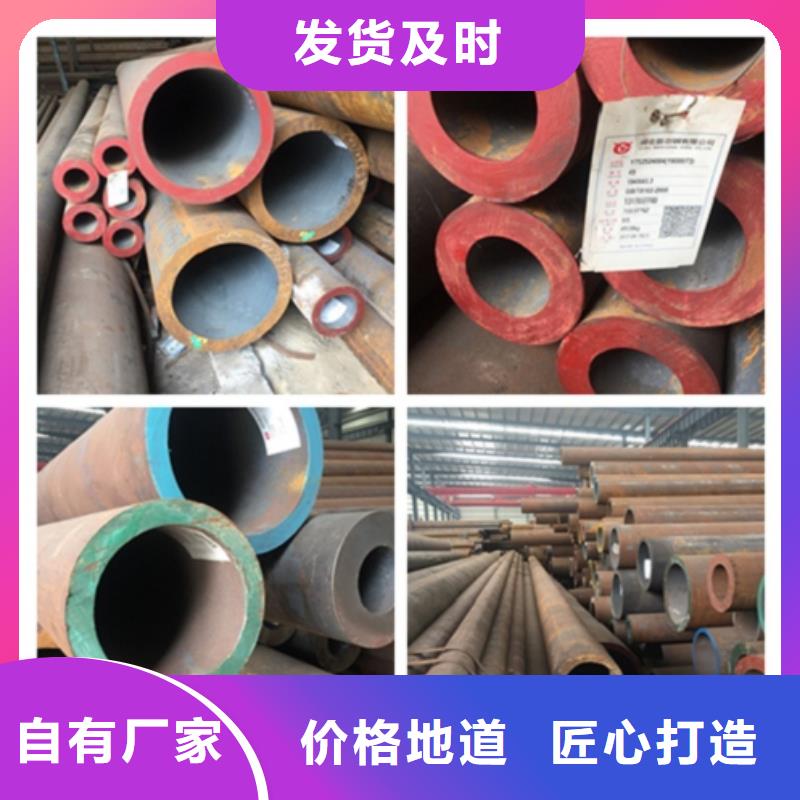
1.结构用无缝管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。 2.流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。 3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。 4.高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝钢管。 5.化肥设备用高压无缝钢管(GB6479-86)是适用于工作温度为-40~400℃、工作压力10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。



金宏通钢管有限公司主要生产经营:角钢、槽钢、H型钢、焊接H型钢、焊管、直缝焊管、螺旋管、镀锌管、无缝管、工字钢、镀锌槽钢、镀锌角钢、钢板桩、合金管、不锈钢管、光伏支架、球扁钢、螺旋焊管、螺旋钢管、镀锌管、无缝管、厚壁无缝管、网架钢管、涂塑管、钝化无缝钢管、L245N钢管、L245管线钢管、L360钢管、L360管线钢管、方矩管、方管等产品。所售产品符合中国GB,美国ASTM,日本JIS等。公司长期与首钢、鞍钢、包钢、冶钢、宝钢、济钢、莱钢、衡钢等各大钢厂有着长期合作关系。年销量钢材全国,是全国规模较大的工、角、槽、H型钢、镀锌型材供应基地。 大口径无缝钢管这里所说的设计(Design)条件(tiáo jiàn)主要分类 设计(Design)条件(tiáo jiàn) 工程上,工艺操作参数不宜直接作为压力管道(Conduit)的设计(Design)条件,大口径无缝钢管要考虑工艺操作的波动、相连设备(shèbèi)的影响、环境的影响等因素,而在工艺操作参数的基础上给出一定的裕量作为设计条件。无缝钢管厂家无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。3、专门用途的无缝管有锅炉用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。大口径无缝钢管这里所说的设计条件主要是指设计压力和设计温度(temperature)。



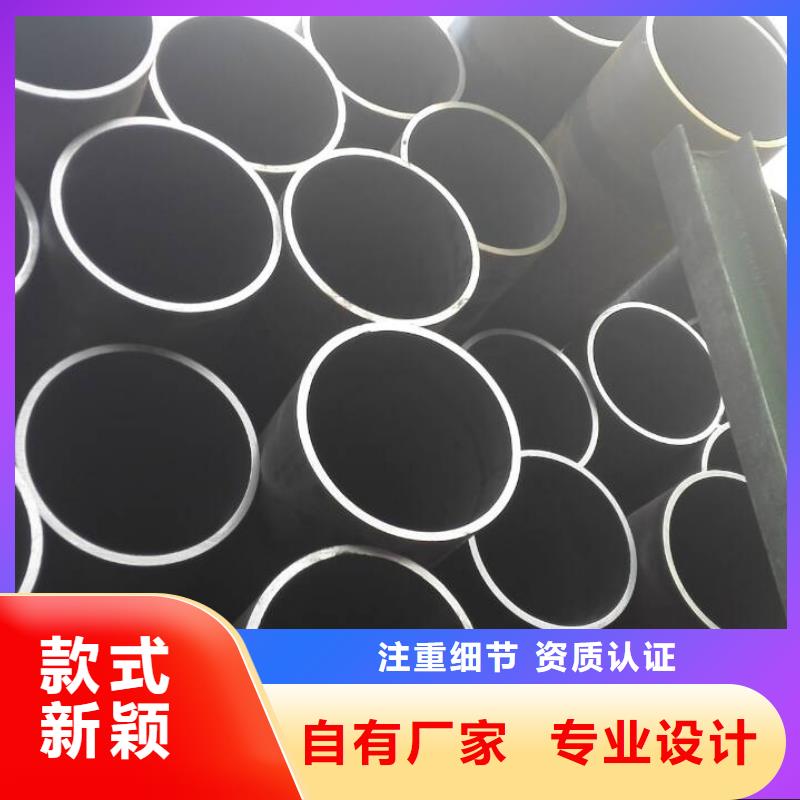
厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。接下来钢管厂就为大家介绍一下如何区分直缝钢管和无缝钢管。 由于生产(Produce)工艺( technology)不同而分无缝钢管和焊管。无缝钢管包括热轧,冷轧,冷拔以及其他一些少见的如冷挤。焊管是钢板(steel sheet)卷曲焊接而成,小的一般为直缝焊,大的一般为螺旋焊。由于焊管有焊接缝,焊缝处力学性能(xìng néng)较差,故其适用范围(fàn wéi)受到限制,但其价格(price)价位便宜。显著的区别是焊管有焊缝,无缝钢管没有。 直缝钢管是焊接缝与钢管纵向平行的钢管。精密无缝钢管 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。通常分为公制电焊钢管、电焊薄壁管、变压(气压变量)器(Transformer)冷却(cooling)油管等等。直缝焊管生产(Produce)工艺( technology)简单,生产效率(efficiency)高,成本(Cost)低,发展较快。螺旋焊管的强度(strength)一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊接缝长度增加30~,而且生产速度较低。



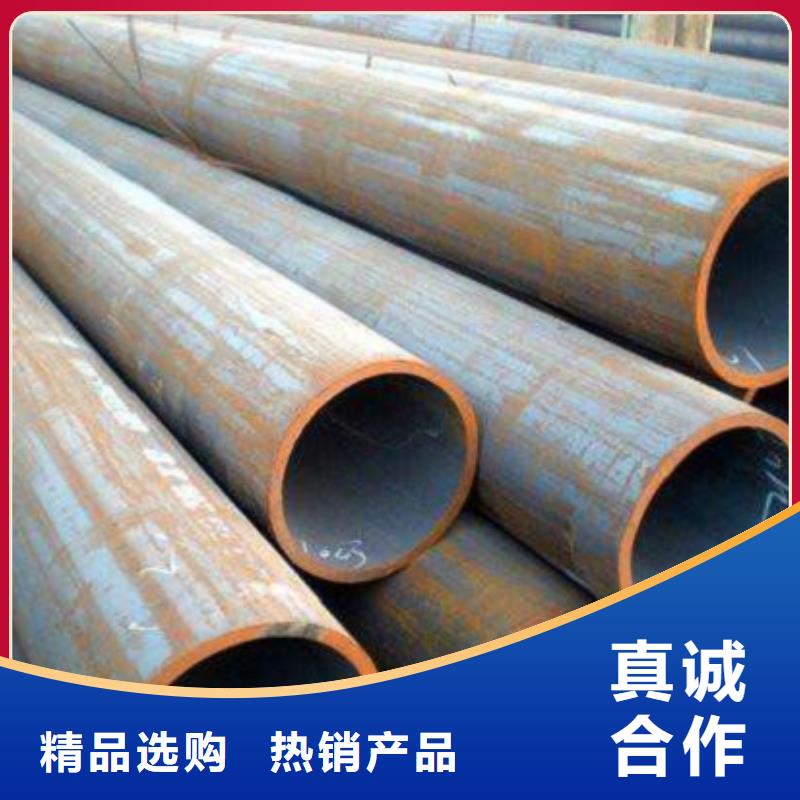
45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
