


联系我们

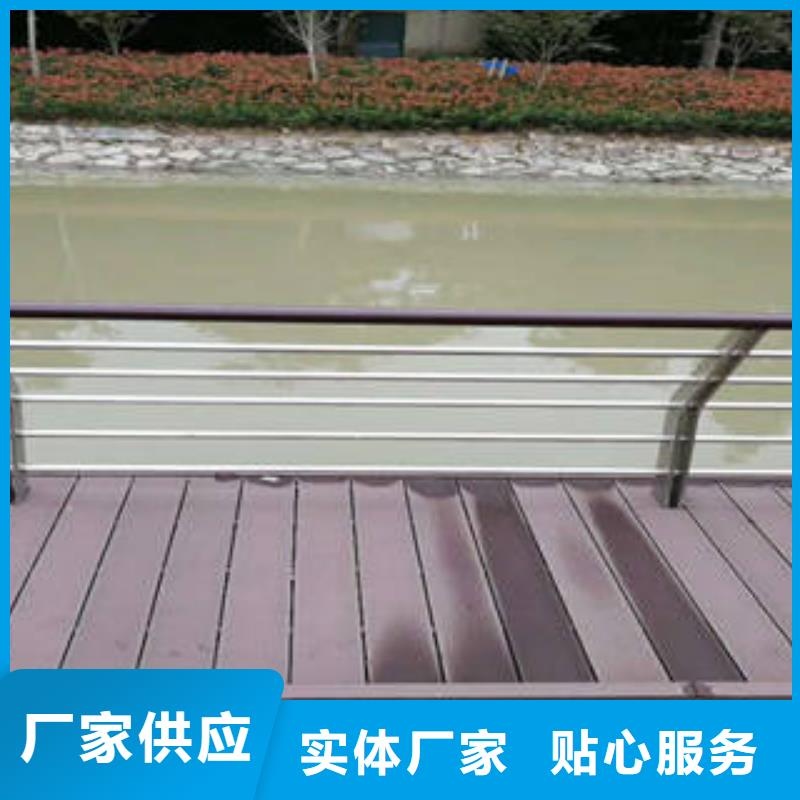
不锈钢碳素钢复合管桥梁护栏哪家好
更新时间:2024-11-05 10:32:26 浏览次数:5 公司名称:聊城 鑫海达不锈钢复合管生产制造厂家有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |






不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。
其独特之处在于:它把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。2.5焊成型法焊成型工艺是靠产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。
2.7激光包覆法用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。其主要技术特点为:一、具有良好的机械性能。
修复焊接裂纹的内衬不锈钢复合管。可利用砂轮研磨机裂纹,减少裂缝硬化边缘,再进行渗透探伤检查,确认裂纹。判断裂纹深度选择焊条进行修复,如不锈钢焊条、碳钢电极、电隔离层。内衬不锈钢复合管表面裂纹现象及处理方法内衬不锈钢复合管具有高韧性、抗疲劳性、易焊接等优点,广泛应用于五金、造船、、机械等领域。
2.6粉末冶金法在碳钢或类似材料制成的母管与金属薄壁管之间加入粉末充填层,管子两端分别用底板密封。在预定的温度下加热,再热挤压成复合钢管。用酸洗方法去掉底板和金属薄壁管。根据不同的用途,复合层可为外层或内层。


桥梁防撞护栏8份国内市场桥梁防撞护栏价格暴涨,桥梁防撞护栏价格差扩大,桥梁防撞护栏厂家利润恢复后生产积极性提高。8月底冷、热价差扩至800元/吨。短期钢价依然维持相对纠结的走势,多空双方分歧较大导致期价盘中上下两难,不过在市场整体较为疲软的情况下,目前钢价震荡下行的局面并没有实质性改观。
我们公司常年供应各种规格、各种用途的不锈钢碳素钢复合管、不锈钢复合方管、双金属复合管、内衬不锈钢复合管件(弯头、三通、四通、内/外丝、活接、异径直接/三通、高径法兰等)不锈钢复合管护栏及相关护栏/栏杆工程材料(护栏立柱、钢板立柱、护栏/栏杆配件)及大型金属构件防腐系列的新型材料企业。
连续退火涂层生产线的正式投产,结束了包钢无电工钢产品的历史,为包钢品种结构调整及高端产品体系增添了新力量,也使包钢成为西部地区一家掌握电工钢生产技术的大型钢企。不锈钢复合管护栏值得注意的是,不锈钢复合管护栏在重组的道路上也遇到过障碍。
2双金属复合管制备方法的研究概况热成型法目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、焊成型法、电磁成型法等等。2.1冷成型法冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。
在将绿色不锈钢复合管护栏应用于统计工作有一定难度的情况下,可先行将绿色不锈钢复合管护栏作为一个重要评价指标,以衡量各地工作的实绩。当天大涨3.02%,收复周一跳空缺口。然而,期指多方又开始畏畏缩缩了。全天价差平均值仅为+0.07%,比周二小。


鑫海达不锈钢复合管生产制造厂家有限公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 湖北宜昌不锈钢复合管楼梯扶手产业结构化,规模化,为宗旨的现代化企业迈进。


我们客户在进行桥梁扶手护栏购买的时候都会注意到桥梁护栏厂家,因为桥梁护栏和厂家有着很大的关系,有些客户为了价格的低廉等原因往往会购买一些黑心厂家的商品,结果给自己造成了一些不必要的困扰,赔了夫人又折兵,所以建议我们还是去一些正规的桥梁扶手护栏厂家购买我们所需要的商品,不要过于在乎价格的高低。 我厂可以专业的为您制作各种不同类型不同型号的桥梁护栏,您可以放心的使用我厂的产品,欢迎您随时或者是登陆我们的网站查看。
复合管坡口有哪几种接法?1.坡口接头形式: 坡口的接头形式对焊接工艺评定影响很大,由于国内复合管采用的生产形式,无论是复合还是液压复合,都属于机械式复合,基层和衬层未达到原子或分子间的结合,它们之间有一定的间隙,如果采用常规的坡口形式焊接,焊缝区域易造成“渗碳”。
2.坡口加工:为了保证接头和尺寸上的要求,复合管和不锈钢的接头须采用机械加工工艺,可在车床加工,也可用便携式坡口刀进行加工,根据现场施工条件,由于地理条件和返修需要,采用了便携式坡口机进行加工坡口,该设备简单便携易操作。 3、焊接工序:复合管的焊接不同于复合板的焊接,的复合板可以先焊基层,再焊过渡层。复合管由于受管径的影响,只能先进行衬层对接焊,再焊过渡层,后进行基层的焊接。在施工中发现,由于管材椭圆度的影响,衬层的厚度一般在2~3mm。


