

准备好领略酸洗磷化无缝钢管报价产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
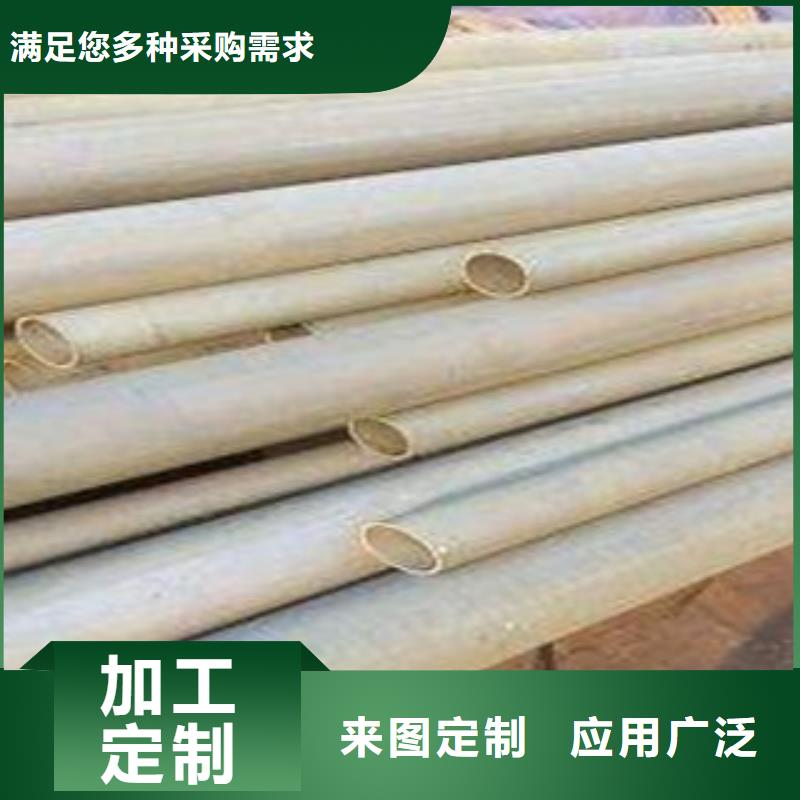
以下是:酸洗磷化无缝钢管报价的图文介绍
自2017年成立至今,浩融金属制品厂有限公司规模日益扩大, 福建莆田钢板业务不断发展,年销售额达1500万。 浩融金属制品厂有限公司是一个有着共同目标、同舟共济的 福建莆田钢板团队,也是一家常伴欢乐、激情、有爱的生产厂家。我们提供的不仅仅是冷冰冰的产品,而是令你开心难忘的热情服务!你的微笑是我们永远的追求,到浩融金属制品厂有限公司让你有家的感觉,值得拥有!


用法:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;
一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净, 再用碱水或石灰水冲洗中和。



磷化前的预处理
一般情况下, 磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外),工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理,特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。
一般情况下, 磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外),工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理,特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。


酸洗磷化工艺流程表面调整
表面调整的目的,是促使磷化形成晶粒细致密实的磷化膜,以及提高磷化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸。另一种是胶体钛,两者的应用都非常普及,前者还兼备有除轻锈(工件运行过程中形成的"水锈"及"风锈")的作用,在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。
磷化前预处理工艺是:
除油脂--水洗--酸洗--水洗--中和--表调--磷化
除油除锈"二合一"--水洗--中和--表调--磷化
除油脂--水洗--表调--磷化
中和一般就是0.2%~1.0%纯碱水溶液,在有些工艺中对重油脂工件,还增加预除油脂工序。
表面调整的目的,是促使磷化形成晶粒细致密实的磷化膜,以及提高磷化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸。另一种是胶体钛,两者的应用都非常普及,前者还兼备有除轻锈(工件运行过程中形成的"水锈"及"风锈")的作用,在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。
磷化前预处理工艺是:
除油脂--水洗--酸洗--水洗--中和--表调--磷化
除油除锈"二合一"--水洗--中和--表调--磷化
除油脂--水洗--表调--磷化
中和一般就是0.2%~1.0%纯碱水溶液,在有些工艺中对重油脂工件,还增加预除油脂工序。



