

想了解不锈钢复合管防撞护栏价格产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:不锈钢复合管防撞护栏价格的图文介绍

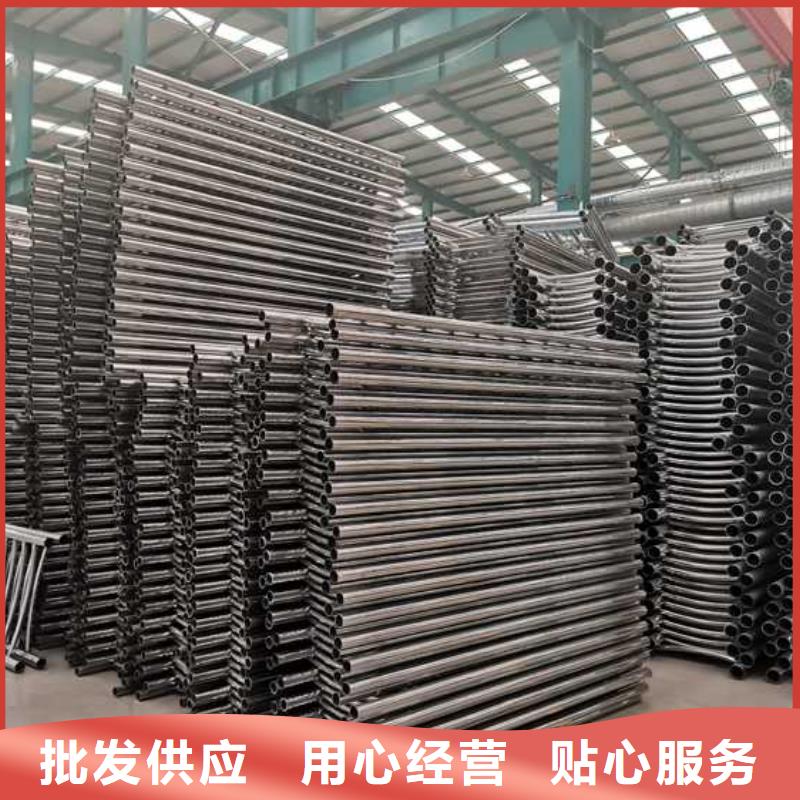
外防腐内衬不锈钢复合管产品规格φ9.5mm—φ325mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。不锈钢复合管代表着管材领域“环保、节能”的发展方向。 外防腐内衬不锈钢复合管产品规格φ9.5mm—φ325mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。不锈钢复合管代表着管材领域“环保、节能”的发展方向。 不锈钢碳素钢复合管主要包括:外复不锈钢内衬碳素钢复合管,外镀锌,外喷塑,外防腐碳素钢管内衬不锈钢复合管,工业用无缝钢管内衬不锈钢复合钢管,前者主要用于工作压力不大于20MPa,公称通径不大于500mm,后者可采用10#-20#-16Mn-8163无缝钢管作为基管,承压能力更高。 外防腐内衬不锈钢复合管广泛用于市政工程施工、路桥护栏、桥梁护栏、景观护栏、管道、燃气、油品,蒸气,石油,石化、家具、晾衣架、拖把车船制造等。 不锈钢复合护栏产品规格φ9.5mm—φ325mm,壁厚0.3mm—25mm,表面光亮度可达320#—600#。不锈钢复合管代表着管材领域“环保、节能”的发展方向。 不锈钢碳素钢复合管主要包括:外复不锈钢内衬碳素钢复合管,外镀锌,外喷塑,外防腐碳素钢管内衬不锈钢复合管,工业用无缝钢管内衬不锈钢复合钢管,前者主要用于工作压力不大于20MPa,公称通径不大于500mm,后者可采用10#-20#-16Mn-8163无缝钢管作为基管,承压能力更高。


不锈钢复合管工艺特点 冷轧不锈钢复合管 是在已经经过了热扎的不锈钢复合管子在进行一系列的冷轧工艺制成的。 爆炸复合工艺的特点 爆炸复合工艺具有一定的限制性,即在爆炸的过程中不仅会影响空气环境还会产生噪音,还是有因为环境、设备少等可逛因素的影响,所以爆炸复合生产的几率比较低。 热轧复合工艺特点 热轧复合工艺又分成两种,一种是使用的大型中板轧机和热连轧机生产,这种生产的不锈钢在各个方面都好,只是资金投资较为大,还有一种资金投入较少,生产出来的产品没有上一种的好,但是也能满足人们的需求,总之,以上两种各有其优点。 逆向凝固法连铸薄带技术是从:A?A年开始在实验室研究开发的一种新型薄带连铸工艺,是近终型连铸技术的新发展。同现有的近终型连铸技术B&C、D&C相比,其流程更短、生产成本更低。 逆向凝固制备复合带的基本原理是将一定厚度的冷轧带或热轧带作为母带,将低温母带以一定速度由上而下穿过凝固器中一定高度的钢液,母带使附近的钢水降温,钢液在低温母带的两个表面凝固生长,形成新生相凝固层(简称新相层),形成数倍于母带厚度的铸态薄带。因为凝固面是自内向外推进的,与传统的凝固方向相反,故称为逆向凝固。如图E所示。不锈钢复合管离开凝固器钢液表面时,新相层和母带牢固的结合在一起,可形成一定厚度的铸带,刚刚离开凝固器的铸带表面还处于半凝固状态时,置于凝固器上部的平整轧辊就对此铸带进行平整初轧,从而得到表面平整,厚度均匀的薄带。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。


不锈钢桥梁护栏喷粉过程中,要注意吊具的导电性,且吊具上的徐层不宜太厚,过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重,一定要设计好挂具,要求挂具牢固可靠;采用预烘的目的:一是除去工件上剩余的水分,二是可以保证一定厚度的粉末涂料较好地附着在工件的表面,三是保证工件尽快均匀受热,加快固化过程一般预烘的温度是80—140℃.对于护栏产品,根据其特点,采用自动喷枪另加手工喷枪补喷相结合的形式,目的是实时监控喷粉质量,保证产品质量稳定.一般纯聚酚粉术涂料的固化条件是200℃,10min,通过调整加热炉的温度和链速来保证固化温度和时间. 不锈钢桥梁护栏喷粉采用冷风吹干,在吹干的过程中,对工件进行检查,对于允许缺陷,如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料,趁工件未晾时涂程或喷覆于缺陷表面,用余热固化对于重大缺陷需要进行返修处理,根据涂膜厚度选取不同的处理方法,一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法.


聚晟护栏制造有限公司技术力量雄厚,我厂本着“客户至上,诚信至上”的原则,与多家企业建立了长期的合作关系,产品质量有保障。聚晟护栏制造有限公司是专业的 广东广州不锈钢复合管护栏生产厂家,本厂主要生产 广东广州不锈钢复合管护栏,凡在我司采购的材料,均提供相应的产品检验报告,可放心采购。欢迎广大用户实地考察,有意采购我司产品者,欢迎您索取资料或实地考察!
本企业发展思路是:抢抓机遇,开拓创新;同心拼博,携手共进。助我发展;就是要狠抓学心,改善心智,转换模式;就是要强化企业文化建设,形成同心谋发展,同步搞建设的氛围;就是要实现企业与合作伙伴共进,业主事业与员工职业成长共进,达到两个双赢。

