


不锈钢复合管护栏清洁保养
注意不要发作外表划伤现象,不要用粗糙和尖锐的物料去擦拭不锈钢,特别是镜光的,要用柔软一点的,不易掉落的布料去擦拭,砂钢和拉丝外表,要顺着纹路去擦,否则很简单搞花外表。
防止运用含漂白成分以及研磨剂的洗刷液、钢丝球、研磨东西等,为防止残余洗刷液,腐蚀不锈钢外表,洗刷结束时要用洁清水冲洗外表。
不锈钢外表有灰尘以及易除掉污垢物的,可用肥皂、弱洗刷来洗,粘结剂成份,运用酒精或有机溶剂(乙醚、苯)擦拭。
不锈钢复合管护栏和不锈钢碳素复合管护栏的区别
对强度要求高清选择不锈钢碳素复合管护栏,对塑性要求高清选择不锈钢复合管护栏
在冶金学中,不锈钢(Inox)指的是以重量计,铬含量超过11.5%的铁合金。这个名称源于这种钢不像普通钢那样容易腐蚀生锈。钢中加入铬、镍使其表面会产生防锈的氧化膜,从而保护钢材本身受到外界环境中的空气(尤指氧气)、水、某些酸、碱的氧化腐蚀。钢或称钢铁、钢材,是对含碳量质量百分比介于0.02%至2.04%之间的铁合金的统称。钢的化学成分可以有很大变化,只含碳元素的钢称为碳素钢(碳钢)或普通钢;在实际生产中,钢往往根据用途的不同含有不同的合金元素,比如:锰、镍、钒等等,叫合金钢。所以,不锈钢肯定不是碳素钢,不锈钢是一种合金钢。 按照钢的成分来分1.碳钢主要含碳、铁两种元素,用于制造机械零件通常要进行热处理。 低碳钢又称软钢,含碳量在0.02%-0.3%之间,低碳钢易于接受各种加工如锻造,焊接和切削,常用于制造链条、铆钉、螺栓、轴等。中碳钢含碳量在0.3%-0.6%之间。高碳钢含碳量在0.6%-2%之间,超过2%即为铸铁。2.合金钢(alloy steel) - 钢中加入其它金属如铬、镍、钨、钒等,使具有若干新的特性。 由于各种合金元素的掺入,合金钢可具有防锈,防腐蚀,耐热,耐磨,防震和抗疲乏等不同特性。



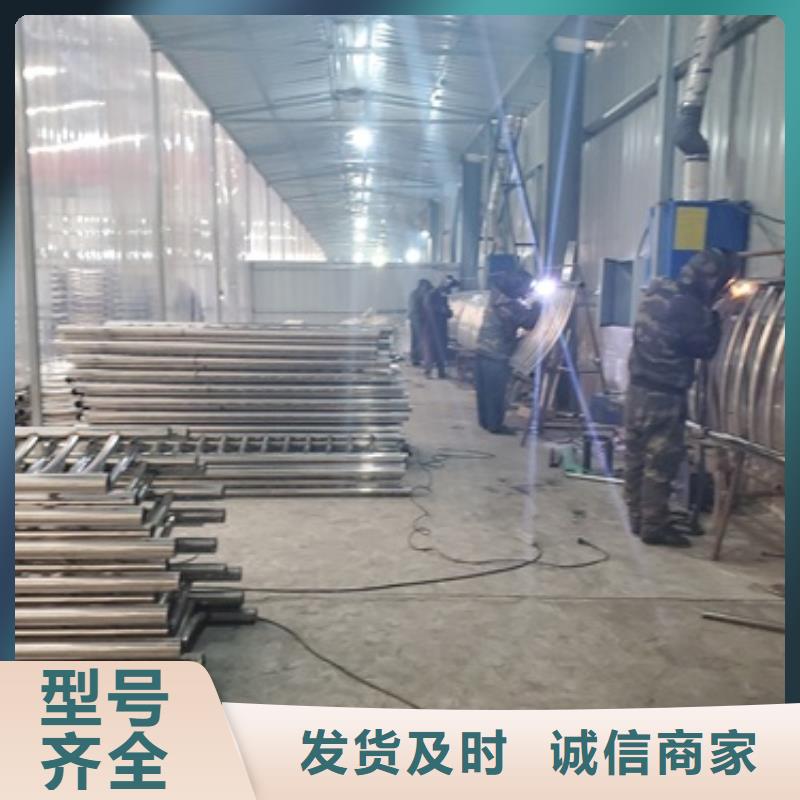
不锈钢复合管护栏制造的基本工序:
1.概述不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是碳钢和低合金钢,如:Q235,20,20g,20R,不锈钢护栏09Mn2,不锈钢护栏市场整体出货得到改善15MnTi,16Mn,16MnR,14Cr1MoR,15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti,0Cr18Ni9Ti,1Cr18Ni12Mo2Ti,不锈钢护栏0Cr18Ni12Mo2Ti,1Cr18Ni9,0Cr13,Cr23Ni28Mo3Cu3Ti等。
2.焊前预备:1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,不锈钢护栏-不锈钢栏杆-不锈钢复合管护栏-不锈钢复合管栏杆-四川睿武交通科技有限公司加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
3.焊后处理对不锈钢复合钢的焊接接头


鑫海达金属制品有限公司建立的营销售后服务体系,通过实施现代化企业管理制度,采用科学管理模式,以“稳定中求发展,发展中求突破”的经营理念,稳中求进;以“细节决定成败”的心态认真对待每一件事,继续秉持“稳定、快捷、科技、领先”的战略定位,让客户长期分享科技进步的成就感与自豪感,鑫海达金属制品有限公司竭诚与商家双赢合作,共同发展,共创辉煌!



不论是什么材料的栏杆扶手都离不开细心的保养,不锈钢栏杆扶手的保养首当要注意的就是不可撞击攀爬,不锈钢栏杆安装在楼梯边上具有一定的保护作用,但不一定经得住攀爬或者撞击。这些行为都可能导致不锈钢栏杆扶手的损坏,乃至需要保护的不能起到保护作用,造成人员受伤情况。
不锈钢栏杆加横梁组成的扶手,应一段时间内擦拭栏杆表面,保持栏杆扶手的整洁干净。如出现了一些锈迹用抹布是可以擦拭掉的,在擦拭掉后要抹上防锈油,尤其是在不锈钢栏杆与扶手横梁的交汇处,此种细节处是容易出现锈迹的地方,一定要做好防锈工作。
在室外,不锈钢栏杆扶手则比室内所用扶手要难保养的多。室外风大,灰尘也大,不过好在它也不存在上锈的问题,再加上颜色较深,偶尔打扫,清理即可。


不锈钢复合管护栏角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。
4,先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨,铲削,磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层约2mm.


