

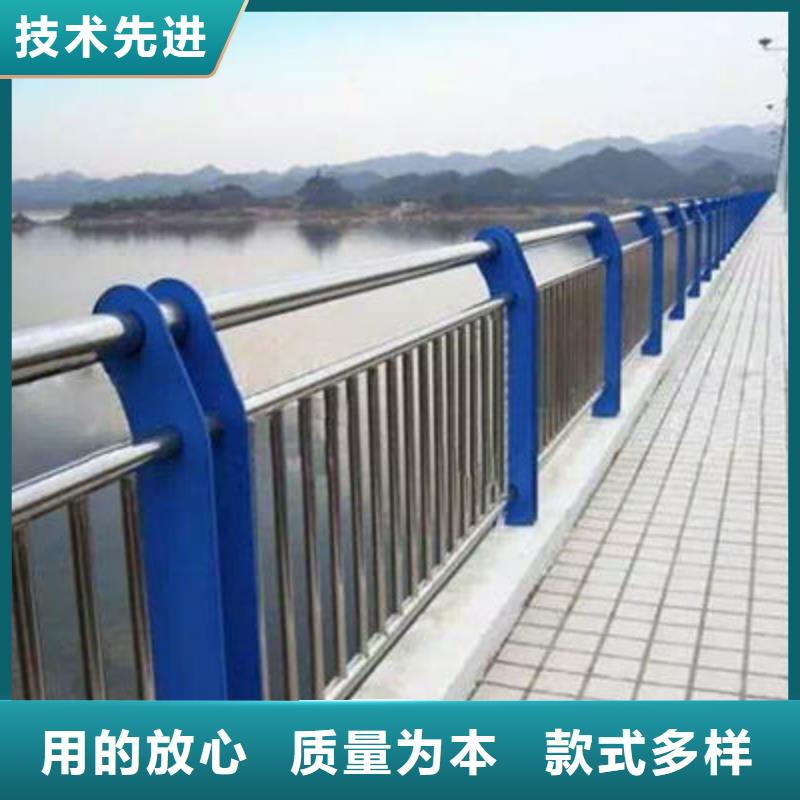

防撞护栏可靠

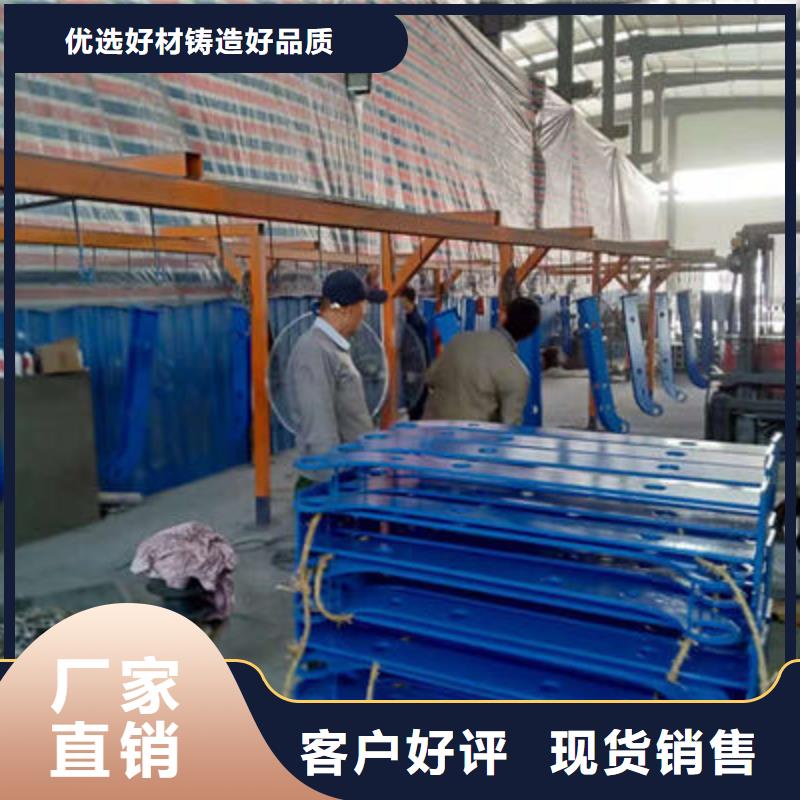
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


首先,将生锈的告高速公路防撞护栏具体尺寸记录下来,并利用敲打锤在围栏上测试具体的韧性,若发生大面积的掉漆、或是腐蚀现象,那么证明此处的公路 护栏已经被严重的侵蚀,内部金属元素的脆弱程度可想而知。 的方式是及时更换废旧围栏护栏产品。根据具体公路施工面积,选用新的护栏进行实际安装。
浸塑是一种塑料涂覆技术,即是将塑料涂装在基体(通常为金属)上,如:咱们往常用的晾衣服的衣架、钳子的把手、剪刀上的胶套、各种扶手等。根据是不是需要加热分为热浸塑和冷浸塑,依照浸塑的原材料来分又能够分为液体浸塑和粉体浸塑。
浸塑是通过加热金属将塑料粉均匀的喷在金属上构成一层塑料膜,或加热浸塑液放入金属件使之冷却后塑料包覆在金属外表。这种技术有无需模具、加工本钱 低、成型简略、可加工各种外形等特征被广泛运用。防撞护栏一样可采用这种办法对外表进行处理,但本钱比喷塑更高,效果非常好,别的还多用于丝网类产品。
冷喷锌
A、阴极维护效果
冷喷锌不同于通常的涂料,其干膜富含96%以上的纯锌,能够为钢铁供给极好的阴极维护。即便在很严苛的环境中,仍能长效
维护钢铁外表。防腐功用能够与热镀锌相媲美,甚至优于热镀锌。
B、屏障式维护效果
当冷喷锌涂料被氧化时,会在涂料外表发生一层锌盐层来供给屏障维护。一同冷喷锌涂猜中的粘合剂也供给一层附加的屏障保
护,然后减缓锌的氧化。所以冷喷锌涂料的防腐蚀功用优于喷锌(铝)、热镀锌及别的富锌涂料。
以上为防撞护栏往常出产制造中常用的几种外表处理办法,其意图归根结底都是为了防腐防锈抗氧化,美化环境,在不影响材料的物理功用的前提下尽可能的增大防撞护栏材料的天然寿数。
防撞护栏已经成为很多地方的防护网了。这也说明防撞护栏的很多的方面大家都想了解。例如防撞护栏的使用寿命,到底有多长或是什么原因能保障它的寿命?



聚宜兴金属制品 有限公司在激烈的市场竞争中,能实现稳步发展,靠的是以市场为导向,以质量为生命,以技术创新为依托。研究 新疆木纹景观护栏市场的同时,不忘抓质量,并以不断的资金投入,确保技改项目的成功实施,从而提高了 新疆木纹景观护栏产品质量,扩大了市场份额。市场经济不同情弱者,但也不会倾情于鲁莽,面对企业的生存竞争,更多的是依靠理性和智慧。以 新疆木纹景观护栏产品质量赢得市场。

