


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >
江门当地产品新闻
中低压锅炉无缝钢管供应
更新时间:2024-11-13 05:40:28 浏览次数:1 公司名称:沧州 钢兴钢管 有限公司
以下是:中低压锅炉无缝钢管供应的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 20# |
| 产地 | 沧州 |
| 规格 | 21mm-1020mm |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 可定做 | 是 |
以下是:中低压锅炉无缝钢管供应的图文视频


中低压锅炉无缝钢管供应,钢兴钢管
有限公司为您提供中低压锅炉无缝钢管供应产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到广东省 江门市 蓬江区、江海区、新会区、台山市、开平市、鹤山市、恩平市。 广东省,江门市 江门市,别称五邑、四邑,广东省辖地级市,粤港澳大湾区重要节点城市,在粤港澳大湾区中处于“承东启西”的位置,是大湾区通向粤西和大西南的枢纽门户、“珠江西岸新增长极和沿海经济带上的江海门户”,2023年,被评为三线城市,江门位于珠江三角洲西岸城市中心,北纬21o27′—22o51′,东经111°59′—113°15′之间,东邻中山、珠海,西连阳江,北接佛山、云浮,南濒南海领域;北低西高,以低山丘陵为主;全市陆地面积9535平方千米、海域面积4880.47平方千米;辖3个市辖区、代管4个县级市;截至2022年末,江门市常住人口482.22万人。
准备好领略中低压锅炉无缝钢管供应产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:中低压锅炉无缝钢管供应的图文介绍
钢兴钢管 有限公司位于风化店乡后枣园工业区,交通便利,位置优越。主要生产 广东江门大口径钢管。自2公司成立以来,经过十几年的、快速发展,已成为行业颇具规模的 广东江门大口径钢管生产企业。公司坚持以率高质量不断研发新产品,以科技先进的管理理念对企业进行整体规划。 成功来自品质,原于专业!我公司兼程“商者无域,相融共进”的原则“踏踏实实做人,实实在在做事”的经营理念,愿与各界人士携手共创美好明天 !


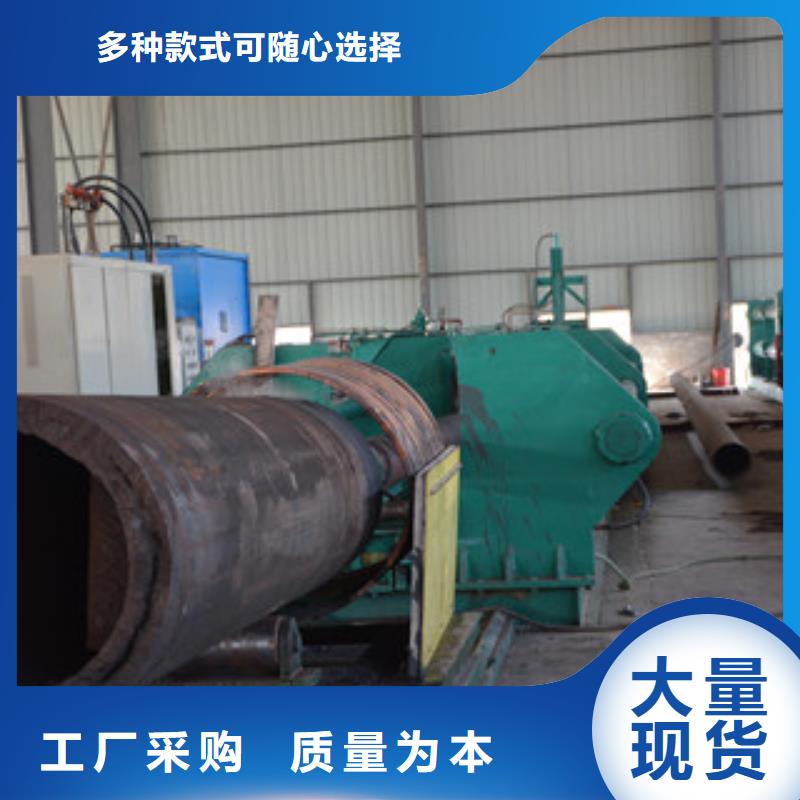
一般无缝钢管的生产工艺包括热轧和冷拔两种。owemml1.热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。热轧钢管以热轧状态或热处理状态交货; 热轧无缝钢管生产流程:管坯→加热→穿孔→三辊斜轧、连轧→脱管→定径→冷却→矫直→水压试验→标记→入库,轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。 管坯被送入熔炉内加热至大约为1200摄氏度。加热管坯燃料为氢气或乙炔。炉内温度控制是关键性的问题,管坯出炉后要经过穿孔机进行穿孔。 一般较常见的穿孔机是锥形辊穿钢管孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,管坯就先后被三辊斜轧、连轧。挤压后要脱管进行定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。



管坯被送入熔炉内加热至大约为1200摄氏度。加热管坯燃料为氢气或乙炔。炉内温度控制是关键性的问题,管坯出炉后要经过穿孔机进行穿孔。 一般较常见的穿孔机是锥形辊穿钢管孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,管坯就先后被三辊斜轧、连轧。挤压后要脱管进行定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管(钢管内径由定径机钻头的外径长度来确定)。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。 钢管经矫直后由传送带送至金属探伤机进行内部探伤,若钢管内部有裂纹,气泡等问题,将被探测出。钢管经质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 2.冷拨无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷轧以热处理状态交货。


无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



在广东省江门市采购中低压锅炉无缝钢管供应请认准钢兴钢管
有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区)。