

我们的厚壁钢管实体厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:厚壁钢管实体厂家的图文介绍


以ψ表示,单位为%。计算公式如下:式中:S0--试样原始横截面积,mm2;S1--试样拉断后缩径处的少横截面积,mm2。硬度指标金属材料抵抗硬的物体压陷表面的能力,称为硬度石油裂化管:用于石油炼厂的炉管、热交换器管和管道用无缝管。常用优质碳素钢(10、20)、合金钢(12crmo、15crmo)、耐热钢(12cr2mo、15cr5mo)、不锈钢(1cr18ni9、1cr18ni9ti)制造。钢管除得证化学成分和各种机械性能外,还要保证水压、压扁、扩口等试验,及表面质量和无损检验。钢管在热处理状态下交货。当前无缝方矩管市场成交相对活跃不足,不过,拉涨之后,高位虚涨仍给部分商家带来一定担忧,整体观望出货居多。据悉,当前方矩管库存高压进一步趋缓,价格无疑得到支撑,不过,以长材为代表的高价背后高利润仍使得钢厂供应偏强,多空操作仍需加大关注。
短期来看,国内无缝方矩管价格或延续稳中反复震荡为主。市场商家心态开始出现转变,报价方面也开始不断松动。无缝钢管另一方面,目前生产企业对于短期市场的走向并未给出明确的引导,出厂价格以持稳或挺价为主,因此多数区域商家报价也并未急于下调,操作上仍以稳价出货居多。
短期来看,国内无缝方矩管价格或延续稳中反复震荡为主。市场商家心态开始出现转变,报价方面也开始不断松动。无缝钢管另一方面,目前生产企业对于短期市场的走向并未给出明确的引导,出厂价格以持稳或挺价为主,因此多数区域商家报价也并未急于下调,操作上仍以稳价出货居多。



万弗莱钢有限公司位于大邱庄开发区,地理位置优越,交通十分便利,我公司是一家集生产、销售为一体的大型企业,主要生产 甘肃精轧螺纹钢。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区,产品深得用户依赖。


热加工规范
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。20#无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
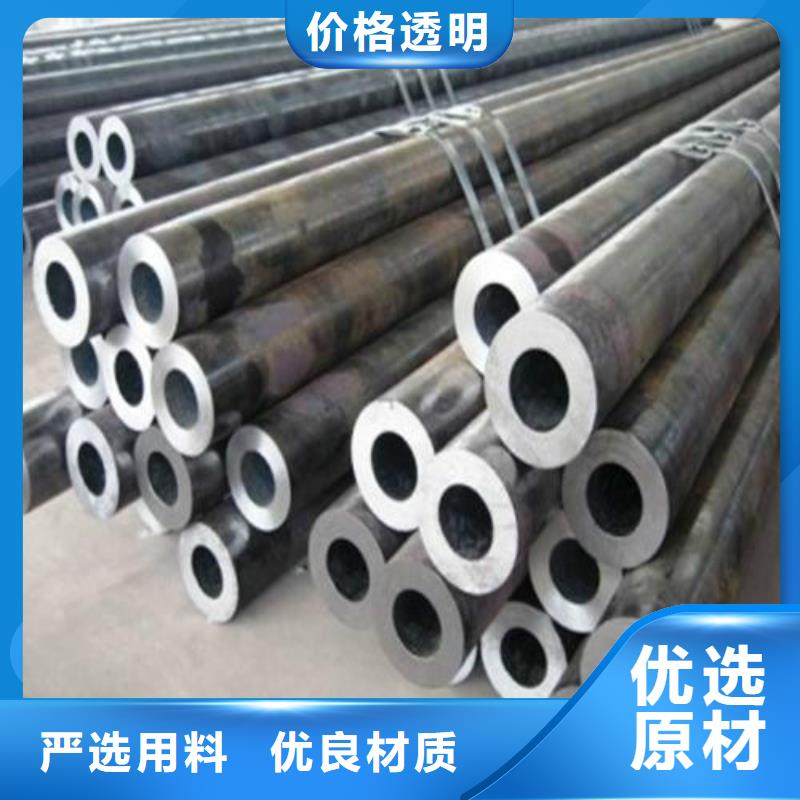
20#无缝管的特点:
20#无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
20#无缝管生产工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20#无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。20#无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
20#无缝管的特点:
20#无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
20#无缝管生产工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20#无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。



钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。用钢管制造建筑结构网架、支柱和机械支架,可以减 轻重量,节省金属20~40%,而且可实现工厂化机械化施工。用钢管制造公路桥梁不但可节省钢材、简化施工,而且可大大减少涂保护层的面积,节约投资和维护费用。
具有空心截面,其长度远大于直径或周长的钢材。按截面形状分为圆形、方形、矩形和异形钢管;按材质分为碳素结构钢钢管、低合金结构钢钢管、合金钢钢管和复合钢管;按用途分为输送管道用、工程结构用、热工设备用、石油化工工业用、机械制造用、地质钻探用、高压设备用钢管等;钢管厂按生产工艺分为无缝钢管和焊接钢管,其中无缝钢管又分热轧和冷轧(拔)两种,焊接钢管又分直缝焊接钢管和螺旋缝焊接钢管。
钢管分为 无缝钢管和焊接钢管。钢管厂在生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因钢管厂采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
钢管厂主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。42crmo无缝钢管是超高强度钢,具有高强度和韧性,淬透性也较好。
具有空心截面,其长度远大于直径或周长的钢材。按截面形状分为圆形、方形、矩形和异形钢管;按材质分为碳素结构钢钢管、低合金结构钢钢管、合金钢钢管和复合钢管;按用途分为输送管道用、工程结构用、热工设备用、石油化工工业用、机械制造用、地质钻探用、高压设备用钢管等;钢管厂按生产工艺分为无缝钢管和焊接钢管,其中无缝钢管又分热轧和冷轧(拔)两种,焊接钢管又分直缝焊接钢管和螺旋缝焊接钢管。
钢管分为 无缝钢管和焊接钢管。钢管厂在生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因钢管厂采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
钢管厂主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。42crmo无缝钢管是超高强度钢,具有高强度和韧性,淬透性也较好。