



为了让您更地了解我们的桥梁防撞支架生产车间,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:桥梁防撞支架生产车间的图文介绍

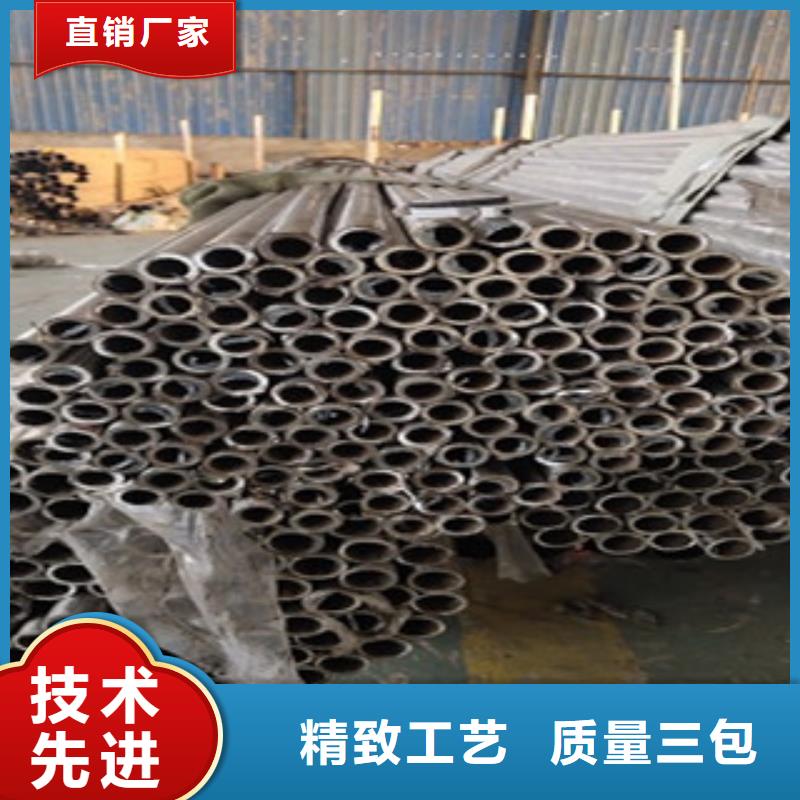
冷成型复合管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。 目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。


防撞护栏通人孔和手孔两侧上方填土高度小于3m的路段采用现浇混凝土基础方式方法安装立柱,其立柱基础5m范围内的填土密实度应满足路基一般要求,土方路段护栏采用打入式立柱,石质路段以及没有办法打入立柱的路段,采用钻孔施工法。
防撞护栏、立柱、端头及连接螺栓(组成:头部和螺杆组成)所用普通碳素结构,其技术条件应符合碳素钢技术条件(GB700—88)厂家有防护与被动防护,主覆盖包裹在所需防护斜坡或岩石上,以限制坡面岩石土体的风化剥落或破坏以及为岩崩塌(加固作用),或将落石控制于一定范围内运动(围护作用)。
防撞护栏均采用4mm厚公路防撞护栏板,立柱采用Φ140×5圆钢管立柱和□130×130×6方钢管立柱。防撞护栏防盗可采用设计中的防盗螺栓(组成:头部和螺杆组成)连接。以上是关于防撞护栏的设置要求都有什么的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。
防撞护栏、立柱、端头及连接螺栓(组成:头部和螺杆组成)所用普通碳素结构,其技术条件应符合碳素钢技术条件(GB700—88)厂家有防护与被动防护,主覆盖包裹在所需防护斜坡或岩石上,以限制坡面岩石土体的风化剥落或破坏以及为岩崩塌(加固作用),或将落石控制于一定范围内运动(围护作用)。
防撞护栏均采用4mm厚公路防撞护栏板,立柱采用Φ140×5圆钢管立柱和□130×130×6方钢管立柱。防撞护栏防盗可采用设计中的防盗螺栓(组成:头部和螺杆组成)连接。以上是关于防撞护栏的设置要求都有什么的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。



用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



楚雄俊邦金属材料有限公司专注生产加工 304不锈钢复合管 , 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!
