



无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。
对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条
对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”
就是把拼接接头位置设置在弯矩小的位置。


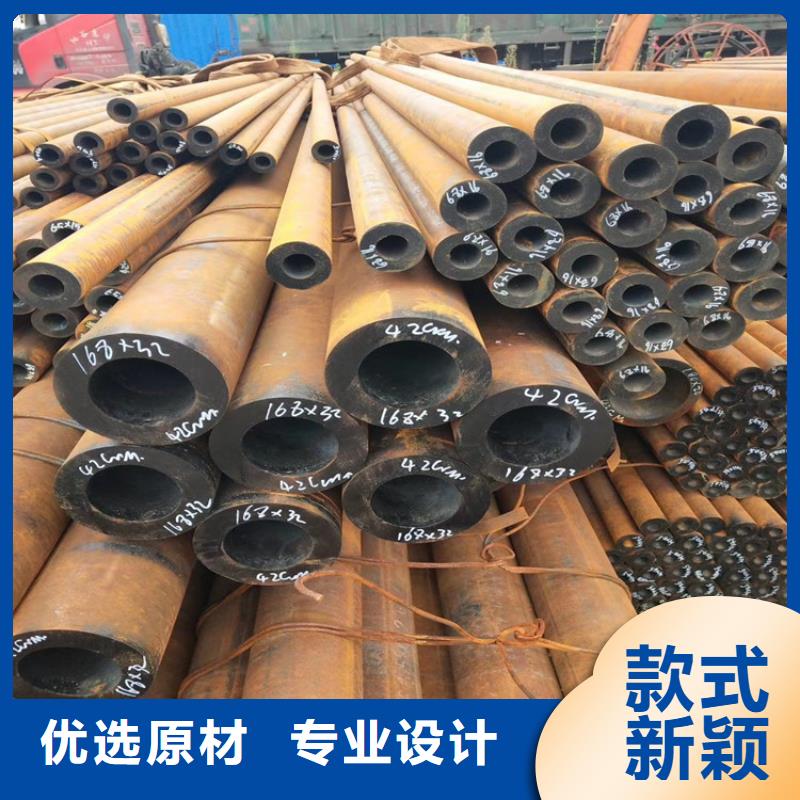
轧出了我国 根无缝钢管,从此也结束我国不能生产无缝钢管的历史。从那以后产量逐年增长,到了2004年,全国无
缝钢管产量达到908万吨,其中不锈无缝钢管为20万吨,成为世界无缝钢管生产大国。自2003年开始,我国已由净进口
国变为净出口国。2003年,无缝钢管进口量为47万吨,出口量为56万吨;2004年,进口量为69万吨,出口量为75万吨,



广顺物资 有限公司充分利用当今世界前沿的先进技术和经营管理理念,结合了中国当代 辽宁盘锦汽车半轴管制造技术的工业水平,j i力营造积j i、上进、团结、拼搏、全员学习、优胜劣汰''的特色企业文化氛围,倾力构筑的团队,使企业实现了超常规、跳跃式的发展。


