

联系我们

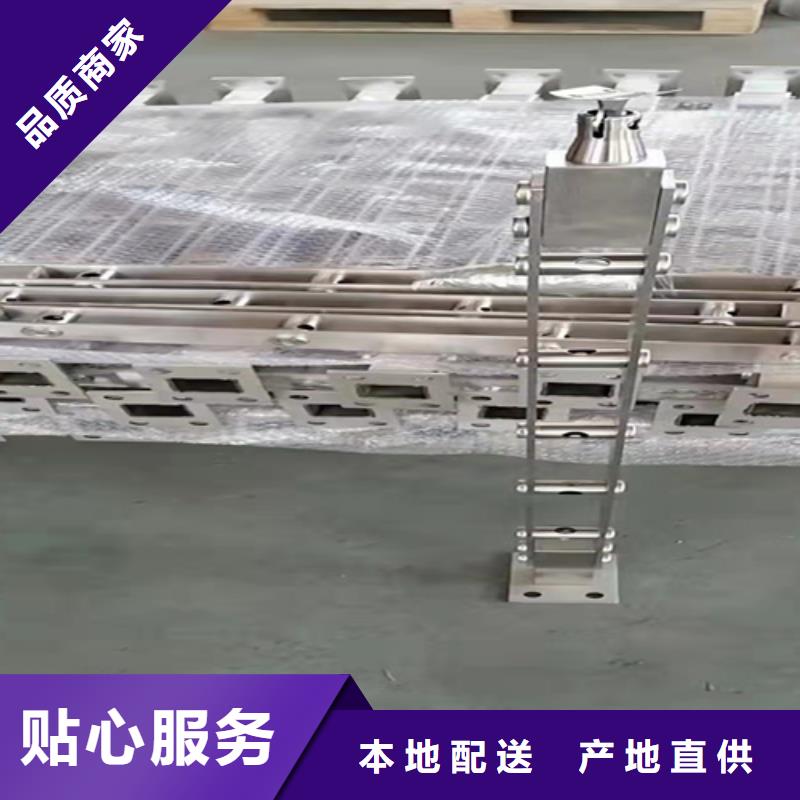
201不锈钢复合管拉丝面
更新时间:2024-12-23 23:03:31 浏览次数:2 公司名称:聊城 众英金属科技有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 16000 |
| 运费说明 | 面议 |
| 最小起订 | 10米 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢,碳钢 |
| 产品品牌 | 众英 |
| 产品规格 | 米 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 图纸 |
| 产品颜色 | 定制 |
| 适用领域 | 桥梁,道路 |
| 产地 | 山东 |
| 品牌 | 众英 |
| 材质 | 不锈钢和Q235 Q345B |
| 是否全新 | 是 |




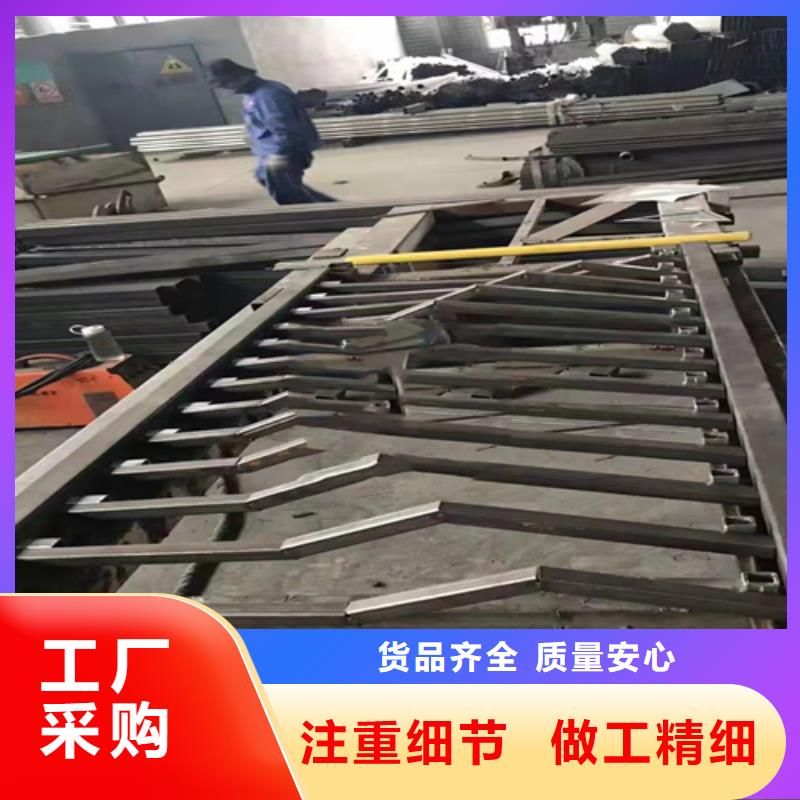


1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:



为客户提供质量好的 四川成都铸铁隔离栏杆立柱产品是我们不懈努力追求的目标。合理的价格、完善的售后服务是本厂不变的宗旨。众英金属科技有限公司郑重承诺:“决不让一件不合格的 四川成都铸铁隔离栏杆立柱产品流入市场;决不让一次服务令您失望”。我公司生产的产品价廉!欢迎世界各地的朋友来我厂参观指导、洽谈业务,愿与每位客户携手共进,共创美好的未来。让 四川成都铸铁隔离栏杆立柱产品说话,用质量经营,始终把客户的利益放重要位置”的经营理念,以严格的管理、产品使客户得到理想的回报。

1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。

