

我们的Q355E喷塑护栏施工报价视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:Q355E喷塑护栏施工报价的图文介绍
宏达友源金属制品有限公司在成立之时就确定了以人为本,以科技促进发展的理念,始终以“立足 辽宁阜新不锈钢景观护栏杆、304不锈钢复合管桥梁护栏、不锈钢碳素钢复合管护栏、不锈钢复合管事业,为客户解决问题”为使命,围绕公司主营业务履行社会责任,严格确立在任何时间都能站在客户的角度、让我们的客户做有效的 辽宁阜新不锈钢景观护栏杆、304不锈钢复合管桥梁护栏、不锈钢碳素钢复合管护栏、不锈钢复合管,并以良好的服务和满意的治理效果赢得了广大客户的认可。


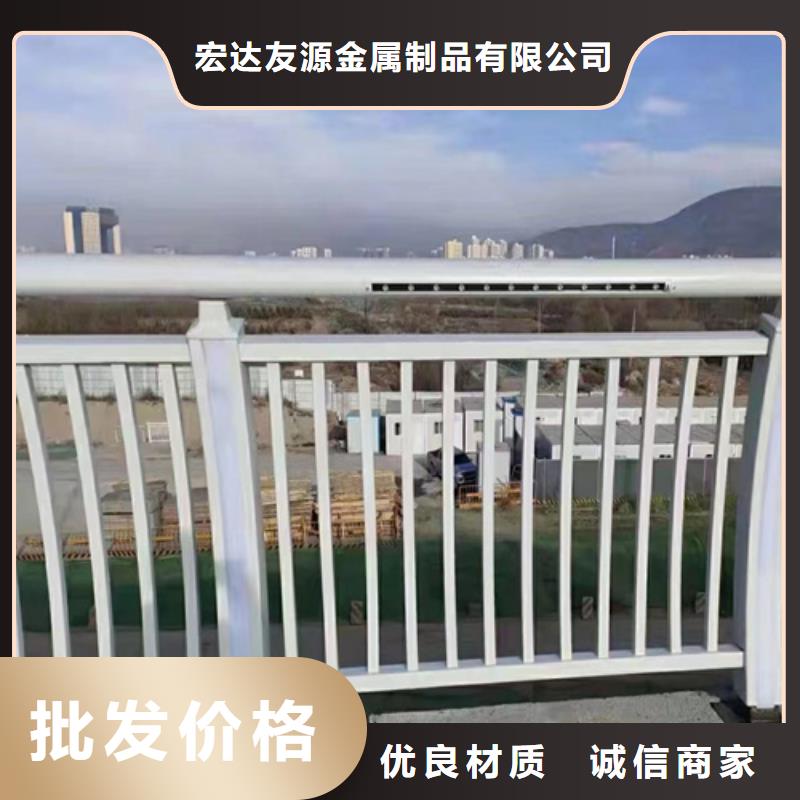
不锈钢复合管护栏在进行生产和设计的时候要注意美观,这样的话就需要进行装扮和设计,这样才能够凸显出来它的美观。那么它应该如何去进行装扮呢?需要安装不锈钢复合管护栏的重要地点为:阳台、外廊、室内回廊、内天井、上人屋面及室外楼梯等临空处应设置防护不锈钢复合管护栏另外设计不锈钢复合管护栏并不是随便设计的,不锈钢复合管护栏的设计应符合以下规定:1、不锈钢复合管护栏应以坚固、耐久的材料制作,并且能承受荷载规范规定的水平荷载;2、不锈钢复合管护栏离地面或屋面0.1m高度内不应留空



不锈钢复合管护栏在使用中会发现有些会长出来花斑,特别是在一些不锈钢复合管护栏和不锈钢复合管栏杆上是非常难看的,也是比较显眼的。不锈钢复合管长出来花斑的话是和制作以及后期的环境有关系,主要是制作的时候各种的化学元素不达标,极易容易和其他的物质和化学元素进行反应,这个时候的话对于不锈钢复合管来说要通过一些方法来进行去除上面的花斑了。那么形成这样的情况的原因是什么呢?1、不锈钢复合管加热温度随着温度的增加,会带来两种影响:1)炉生氧化铁皮总量增加,氧化铁皮增厚,增加了除鳞难度,粗除鳞、精除鳞若不能将氧化铁皮完全除净,就会在后续轧制过程中将氧化铁皮压入不锈钢复合管表面。2)随着温度的升高,轧制过程中产生的氧化铁皮增多,增加了氧化铁皮压入不锈钢复合管表面形成花斑的风险



不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。



不锈钢复合管护栏的等级是如何划分的呢?客户朋友们你们知道吗?下面就由不锈钢复合管护栏厂家的技术人员为大家讲解一下,希望能对您有所帮助。不锈钢复合管护栏是指设置于桥梁上的护栏,其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能,接下来就介绍一下如何划分桥梁护栏的防撞等级。划分桥梁防撞护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。