粉煤灰仓按装
发布时间: 2024-09-19 20:27:09 浏览次数:2
以下是:粉煤灰仓按装的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 裕盛 |
|---|
| 材质 | 钢制 |
|---|
| 是否全新 | 全新 |
|---|
| 发货周期 | 1-3 |
|---|
以下是:粉煤灰仓按装的图文视频
导读 粉煤灰仓按装,安徽省蚌埠市裕盛钢板仓有限公司专业从事粉煤灰仓按装,联系人:谷云建,电话:15606359299、15606359299,QQ:1657330744,发货地:聊城经济技术开发区北城街道发货到安徽省 蚌埠市 龙子湖区、蚌山区、禹会区、淮上区、怀远县、五河县、固镇县,以下是粉煤灰仓按装的详细页面。 安徽省,蚌埠市 民国三十六年(1947年)1月1日,蚌埠正式设市。蚌埠古代因多蚌而得名,意为遍布河蚌的码头。蚌埠是淮河文化发祥地之一,距今7300年前双墩文化遗址出土的刻画符号,被确认为中国文字的重要起源之一;治水英雄大禹在此劈山导淮、召会诸侯;留传至今的汉民族代表性的民间舞蹈——花鼓灯,被周恩来总理誉为“东方芭蕾”,列为批非物质文化遗产。市境内有涂山、张公湖等4A级旅游景点。蚌埠市是安徽省委、省政府明确支持建设的淮河流域和皖北地区中心城市,是全国文明城市、全国双拥模范城市、园林城市,是华东地区重要的综合交通枢纽城市,蚌埠港是千里淮河大港。
粉煤灰仓按装视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:粉煤灰仓按装的图文介绍
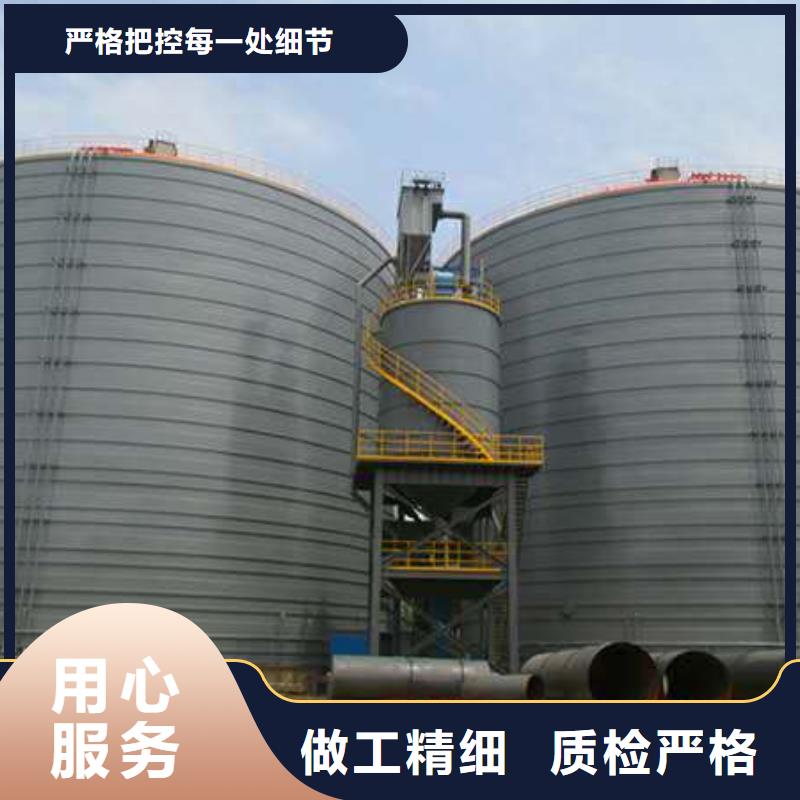
3:出料系统
钢板库的出料系统主要由供气管道、排气管道、库内气化管道、气动扫料管道、螺旋出料机和出料通道六部分组成。
(1):钢板库的供气管道采用标准为DN250型无缝钢管,中心气化区的供气主管道布置在出料通道内,库边气化区的供气主管道布置在钢板库的库壁外。
(2):钢板库的排气管道采用标准为DN250型无缝钢管,其布置方式和供气主管道相同,排气分布管道和气化管道交替组合。
(3):钢板库的库体气化管道采用标准为DN250型无缝钢管,在钢管的外部有一层软金属管,在软金属管的外部有一层岩棉布管,气化管的排列方式为由库底中心呈环形向外扩展,其间距为50cm。环形气化管距库底的平行距离为30cm,它共有四个不同压力的区域组成。


经过多年的发展,技术不断,终于研发出新型的钢板仓产品,为我们解决了很多存储行业的难题。今天我们来详细了解下,关于钢板仓的优势都有哪些?钢板仓是如何赢得市场青睐的呢? 现在市场上比较干流的钢板仓运用钢板为主体,运用焊接与铆接的技能融合为一体,打形成一个全体的存储库房,可以依照存储物料性质的不同和体积的不同,规划成不同形状、不同容量的钢板仓。钢板仓的仓体一般规划成圆柱形,这样可以大极限的添加仓体的容量,仓顶和仓底会规划成球缺形。 钢板仓 仓体倾斜:优先采用刚性地基和刚性基础,保证入料均匀堆放,并优先采用单点出料方式。多点出料虽然有其优点,但由于人为操作失误或某些下料口发生故障时,易于导致物料偏斜。多点出料虽然可以配合相应的称量、计量系统以保证各点出料量相同,进而防止物料偏载,但由于统计等误差的累积,和人为误操作,偏载的可能性实际是很高的,其主要优点是由于不会发生各下料口同时发生故障而导致大量物料存于仓内,有利于减少清库工作量和难度,这对于单点出料来说有突出优势。此外多点出料的出料率较高。在土质偏软、或地基处理费用大的情况下可以采用允许沉降的基础,但在土壤承载力较高的地区,应采用刚性不沉降基础。



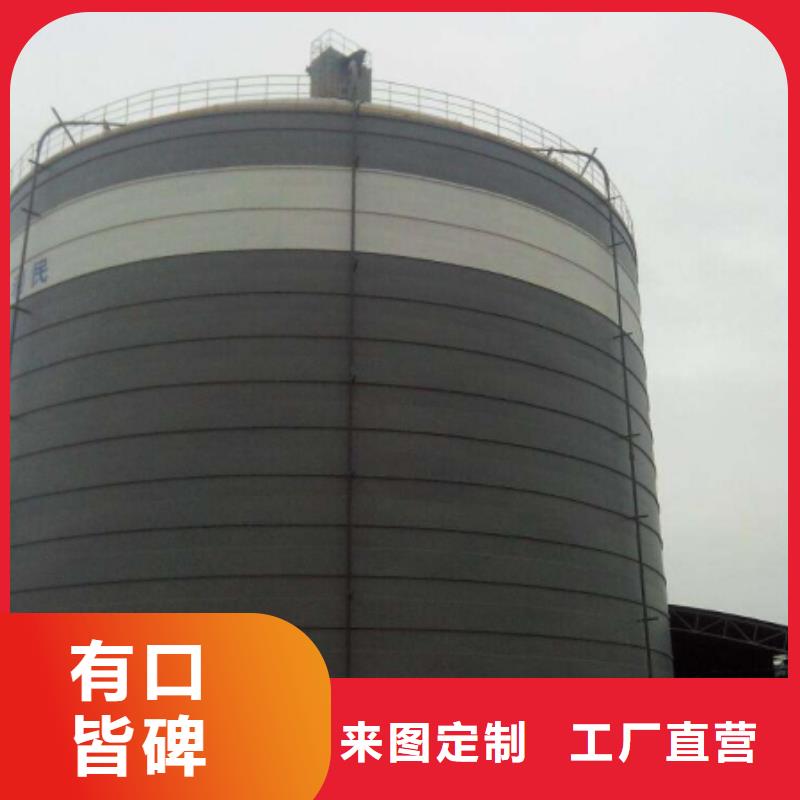
钢板库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。



粉煤灰钢板仓,是蚌埠裕盛钢板仓有限公司主营产品,品质好价格优,货源库存充足,欢迎询价!


我们建议客户钢板仓或者钢板库在使用期间应该定期检查仓顶盖板是否完好,紧固螺栓是否松动。定期对仓顶平台进行检修,以防进料孔、平台板、防雨圈漏雨,构件外表产生锈斑等,如有锈斑应及时处理。定期对整体焊接式仓顶,对仓顶焊缝进行检查,根据检查情况确定必要的防腐处理。
定期对工艺孔(包括通风孔、人孔、测温孔、位座等)进行外表锈蚀情况检查和防漏情况检查。
仓体检修与维护
钢板仓每次装满或放空时,要检查仓壁是否有变形现象,通廓支腿等处敏感部位要特别仔细观测,并做好检查记录存档。每年检查仓壁锈蚀情况,根据检查情况对仓壁进行防腐处理。
每次空仓后,应对仓体进行检查,仓门密封性是否良好,仓门四周是否有裂开现象,检查加强筋与仓壁连接情况。若为锥底仓,应对锥斗生根部位进行检查,根据检查情况对锥斗进行防腐或其他处理。
每年对直爬梯的安装螺栓进行防松动检查,并检查所用材料有无损坏、根据检查情况进行防腐或其



总结 今年在安徽省蚌埠市购买粉煤灰仓按装有了新选择,安徽省蚌埠市裕盛钢板仓有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的粉煤灰仓按装产品。如需购买或咨询,请随时联系我们,联系人:谷云建-15606359299,QQ:1657330744,地址:经济技术开发区北城街道。