

联系我们

特厚钢板零割-中厚钢板加工-特宽特厚钢板切割
更新时间:2024-12-26 05:27:37 浏览次数:2 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |










山南锻造圆钢的详细介绍
质优价保 美观大方

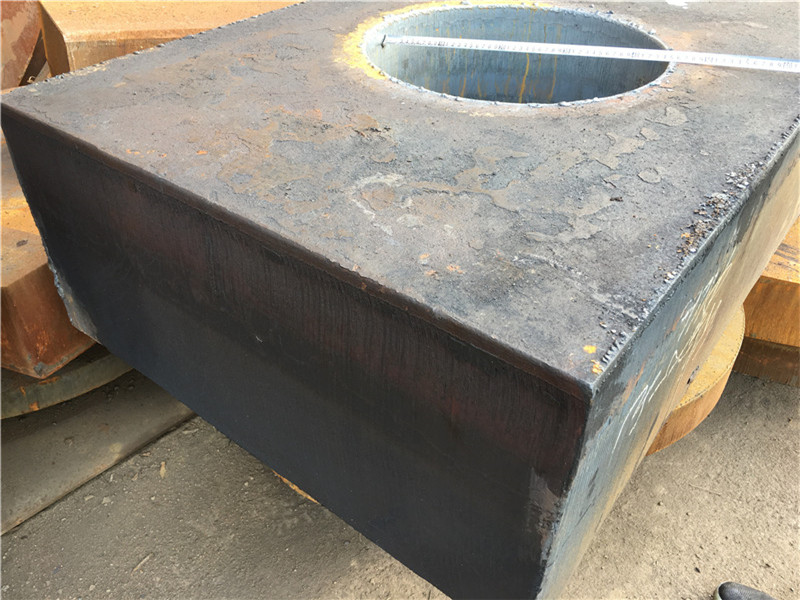
关于45#特厚钢板零割设置及火焰温度有哪些要求你又知道多少呢?下面就让聚贤丰汇带您了解关于特厚钢板切割参数设置及注意事项
首要应该先完结参数设置,参数设置要结合板材的厚度来设定,所包括的数据也比较复杂,工作人员要确定好氧气压力数值、切开速度要求和类型等不同的参数信息,完结参数设定之后才能够进行加工,假如在加工期间完结凭仗经历来切开的话,板材的加工作用就会受到影响,所以工作人员不能够忽视这项操作事项。
其次在进行钢板切开操作之前应该对板材的外表进行检查,假如发现资料上面有许多污渍和油污的话,这样在加工期间就容易发作许多问题,加工质量也无法到达要求,所以必定要事前对资料进行简单的清洁处理。在进行切开操作时,移动速度不能够过快,应该保持稳定匀速完结加工,假如加工期间热量缺乏或者是中途中止的话,关于资料的切开质量都产生不良影响。
火焰温度
在进行钢板切开操作时,工作人员还要留意板材和平面保持必定的视点,这样能够让资料边际受热愈加均匀,也有助于板材的加工质量。
在对特厚钢板零割操作期间,用户需要留意调整火焰温度,在实践的加工操作期间,所触摸使用的板材品种有必定的差异,别的板材的厚度规范也不同,假如是对比较薄的钢板进行切开的话,这个时分火焰温度不必太高,正常温度就能够到达钢板的熔点,而在对特厚钢板进行加工时,火焰温度就要到必定的规范,这样当温度升高时就能够让钢板融化,并到达加工意图。
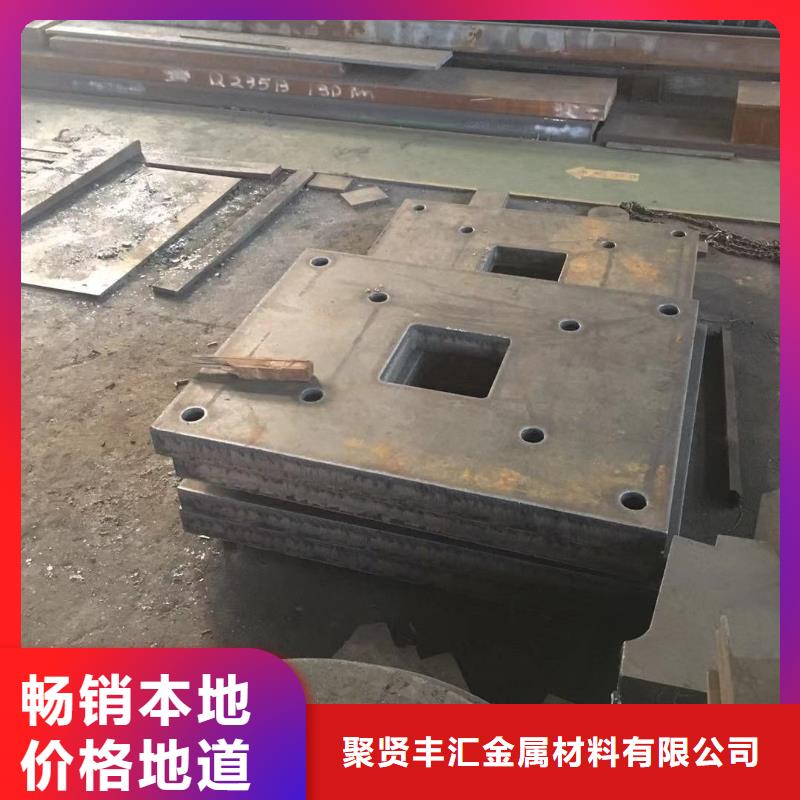
现在特厚钢板零割加工需求量非常大,各个加工生产厂家在对板材进行加工的时分也会尽量防止发作板材变形等状况,由于现在有的加工工作中操作办法不妥,或者是没有依照正常的工序来完结板材加工的话,这个时分板材就无法到达规范要求,也不符合相关操作规范。所以在咱们万卓钢板切开进行特厚钢板零割的时分,应该先对加工原资料进行检查,调查资料上面是否有不平坦的区域,以及板材的厚度是多少,明确加工要求,这样在确定好这些信息之后再进行加工操作。现在许多钢板加工单位中都会忽视资料的选用状况,而许多钢板的制造标准和外观其实都存在必定的收支,所以为了确保加工制品的质量,必定要重视原资料的选用状况。
加工单位在进行特厚钢板零割之前,能够先派遣专人关于加工资料进行检查,当发现板材有油污或者是不符合标准的状况存在时,必定要及时进行更换。
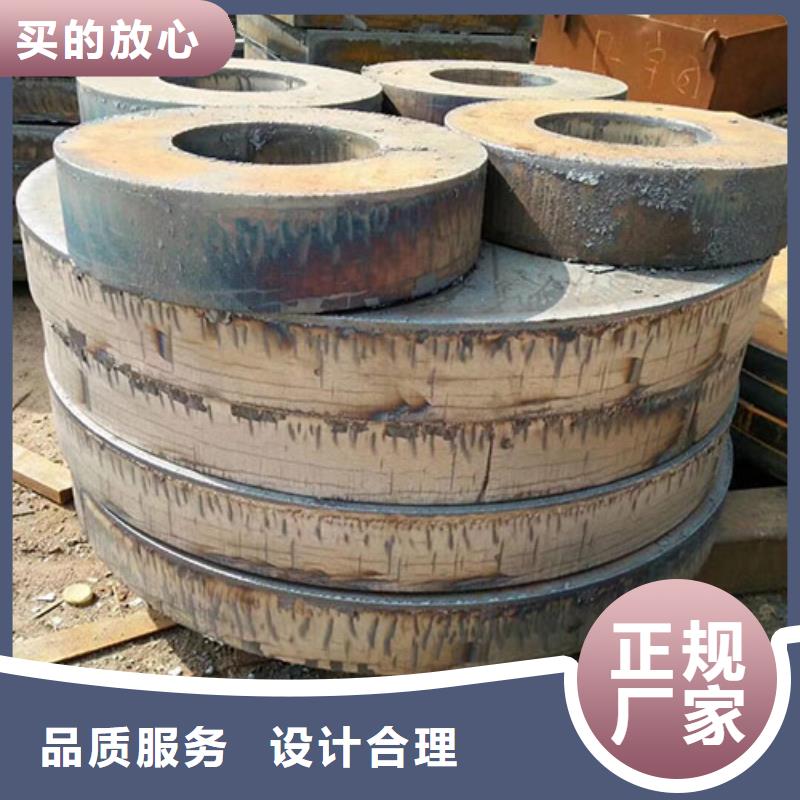
火焰切割机钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在数控火焰切割机实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减速切割速度来 的改善断面质量,那是办不到的,只能使切割断面质量变差。
过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割终端;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
数控火焰切割机预热处理是完成切割焰温度控制的为直接的方式,在目前国内多数数控火焰切割机设备的工作模式中,一般需要在控制系统上的时间设计来控制切割焰的温度高低,而传统火焰切割方式与数控技术相结合,使数控火焰切割机得到更为广泛的市场应用。在实际加工使用中,考虑到火焰切割的加工板厚差异较大,使很多企业无法准确把握不同材料及厚度情况下对数控火焰切割机的速度设置。


精选原材

注重细节

工序严控



