


联系我们

更新时间:2024-12-26 06:18:44 浏览次数:2 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |





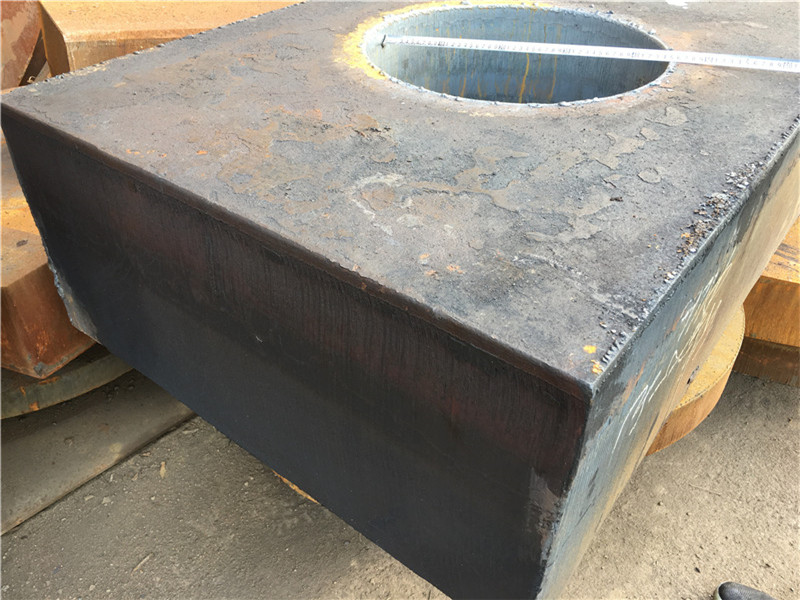
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。 一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中的主流切割气,但随着很近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和地方的认可,很重要一点会是它节能环保。对于它切割速度稍慢问题,有了市场上天然气增效剂的问世一系列的问题也随之化解。
分析完切割气体之后,再来看一下切割速度的问题。
30CrNi3A钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来很佳地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
在正常的火焰切割过程中,30CrNI3A钢板切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。如提高割炬的运行速度,火花束即会向相反的方向偏移,当火花束与切割氧流平行时,即认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是工人师傅从长期的实践中不断总结出来的。
本周天津无缝管市场延续上周态势,市场价格继续上涨,商家补货虽略有起色,但操作相对谨慎。周初市场被观望气氛弥漫,各商家在价格上普遍谨慎,价格并未上涨,但随着周边市场北京、廊坊及山东等地无缝管市场价格的走高,本地商家不耐寂寞持续跟进,一连三日价格上涨,小规格冷拔管和中等热轧管均上涨100元以上。受“买涨不买跌”心理的影响,部分商家在前期库存消耗殆尽、低位运行的情况下建仓补货。目前市场心态不一,部分商家认为此次上行前景较好,价格具备震荡上行的可能。但也有部分商家看淡,认为在需求尚未放量的情况下后市并不理想,此番上涨只是管坯拉涨带来的影响,力度难以维持,因此操作尚需谨慎。目前,本地管坯价格报价坚挺,原料的趋强给本地无缝管价格的上涨提供了一定的成本支撑。
在30CrNi3A钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保障获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。


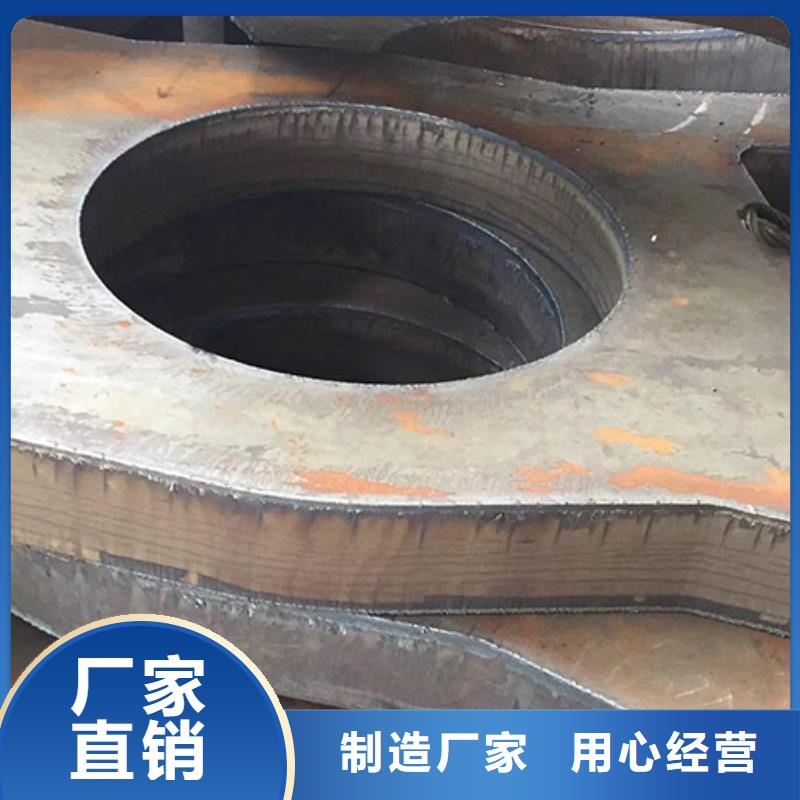
激光切割60CrMNMO钢板与等离子切割哪个价格比较划算
等离子激光切割是一种脉冲激光在不锈钢表面形成1米孔的过程。由于激光切割精度很高,可以达到±0.02mm,所以在日常钻孔中没有问题。激光切割不仅可以打孔,而且与其他许多钻孔方法相比具有非常明显的优势,钻孔精度高,效果好,成本低。下面我们就详细了解激光切割孔的优点。
等离子打孔技术是早大规模应用于实际生产的激光加工技术。而电子束打孔、超声波打孔、电化学打孔、射流打孔、比电火花打孔、冲孔机械打孔等方法,激光打孔技术明显表现出通用性强、效率高、成本低、效果好的优良特性。平均精度为±0.02m m,表面粗糙度ra约为1.6mum,若采用数控激光钻孔,孔精度可达5米,精度优良。在钣金加工中,用于打孔的激光是功率密度为104~105kw/cm~2的脉冲激光,作用时间仅为0.01~1μon,可加工直径为1μon的孔。等离子切割技术不仅可以精准地从表面不同角度打孔,还可以为薄壁材料、复合材料、脆性材料、粘性材料等不同性能材料的工件钻深孔和小孔。
激光切割60CrMNMO钢板与等离子切割哪个价格比较划算
利用激光技术在钣金件上打孔时,孔径大小主要取决于激光聚焦光斑的大小。通常,固体激光打孔的较大孔深可以通过激光功率密度和金属板件的热系数来计算。并非所有工件都适合激光钻孔。对于激光反射能力强、导热性好、熔点高、蒸汽压低的零件,激光打孔的利用率很低,激光打孔的孔径一般在1 mm~1.524mm之间。当孔径大于1.524mm时,应采用激光衬套法钻孔。加工大孔和台阶孔时,不允许激光钻孔。
从以上介绍可以看出,激光切割钻孔具有精度高、成本低、效果好等诸多优点,这些优点与许多其他钻孔方法相比具有非常大的优势。当然,如果精度要求不高,孔的密度特别高,不建议使用激光切割孔,因为成本较高。有专业的冲床,可以直接在不锈钢板上钻孔,一个孔只要几分钱,价格很便宜。
等离子切割机切割效率高,各部件更换更为频繁,作为金属切割工具,如果使用不规范,很可能会损坏机体,甚至伤害操作人员。接下来给大家介绍等离子钢板切割的五个使用误区。
激光切割60CrMNMO钢板与等离子切割哪个价格比较划算
1、穿孔切割,用等离子切割机尽量从边缘切割,这是对切割喷嘴等易损件的保护。为了帮助它们更持久,在打开工具之前,瞄准工件的边缘。
2、频繁起弧。切割材料时不预先计划切割情况,频繁调整和起弧会加速喷嘴和电机的损耗。
3、如果喷嘴过载,改善喷嘴电流可以提高切割效率,但过大的电流会损坏机体。喷嘴的电流强度不应达到满负荷状态,即工作电流的95%。
4、当切割距离过小或过大时,等离子切割机的切割距离与切割效率呈负相关。距离越小,效率越高。但是,如果割炬太小,会损坏割炬喷嘴,因此有必要合理控制距离。必须注意,切口应尽可能大。
5、穿孔厚度过大,切割机能穿孔的距离是规定的,一般是切割厚度的一半。
除了以上五种常见的等离子切割机误差外,还有一个非常重要的一点就是要保证切割机各部件的清洁,这些对于清洁污渍会影响等离子切割机的功能。



聚贤丰汇金属材料有限公司有着多年 湖南郴州锻造圆钢发展历史,是一家从事 湖南郴州锻造圆钢专业设计、制造、批量生产的综合性企业。与国内多家科研院所建立密切合作关系,不断研发被用户看好的 湖南郴州锻造圆钢产品,深受广大客户好评。我公司具有完善的现代化管理模式, 湖南郴州锻造圆钢产品结构合理,性能可靠,确保向客户提供高质量的产品和周到的售后服务。


