



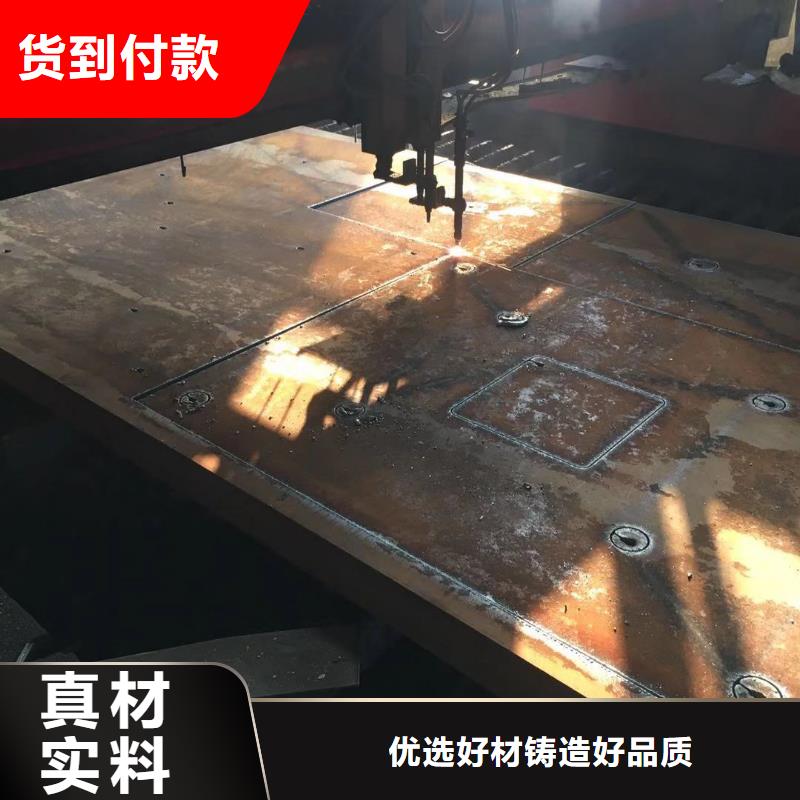


45CrNiMoVA钢板等离子钢板切割的特点是什么
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,45CrNiMOVA钢板等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。
事实上,我国等离子切割机的生产和应用已经相当成熟,一般的一次故障主要是电源和损耗部件的问题,因此厂家也会从这两个方面寻求解决方案。但这并不是切割机断弧的原因。
等离子切割机很可能是由于电弧破裂时气压过低或火花故障,简单的可以理解为燃料不足而无法点燃这两种,解决方法也很简单。
在空气压力不足的情况下,可能是空压机空气输出不足,切割机调节阀调节不好,或是空气通道有污渍堵塞气流。在这种情况下,首先检查空气压缩机值,然后检查空气滤清器减压阀。使用劣质空气会导致道路上出现污渍。
这些气体在体内电离形成一个小电弧,由喷嘴喷射点火正常工作。在这个过程中,电火花需要放电。如果发生故障,应检查电火花放电电机,调整放电时间和间隙,如果仍不能使用,可更换零件。
等离子切割机的使用还是有很多操作上的考虑,希望以上息能对您有所帮助。作为等离子切割的用户通常会更加关注其一些故障问题,以便能够及时处理各种突发情况。
等离子切割钢板的特点是什么
特点一:工作精度高
众所周知,切割机需要切割金属材料,而且都是在高精度工件下使用它来切割的,所以它需要使它具有良好的工作精度,否则,就更难适应工作的要求。同时,后期的改造会增加生产成本,所以这是它应该具备的工作特性。
特点二:操作方便
另一方面,如果一个设备在没有这个功能的情况下运行,即使产品可以使用,它终也会造成很大的麻烦。不同的切割机有不同的操作性能,有的是全自动的,有的是半自动的,但无论哪种设备,都需要有良好的操作方便性。
特点三:适应性强
对于用户来说,想要一个能够适应所有任务的设备是很自然的。但是,如果在生产中没有相应的技术力量,就没有办法使等离子切割机具有这方面的特点,所以它在这方面的特点也是非常重要的。
只有满足以上三个特点,才能成为合格的切割机设备。


NM500耐磨钢板厚度200mm用什么切割费用低一些
双金属耐磨钢板性能特点
1、高抗磨损性能:磨损试验表明双金属耐磨钢板的耐磨性比低碳钢高20倍以上,比不锈钢、高锰钢高5倍以上。
2、高抗冲击性能:由于采用软钢基板,双金属耐磨钢板具有很高的抗冲击性能,充分体现了复合材料既耐磨又抗冲击的优点。
3、方便的加工性能:双金属耐磨钢板可以变形、焊接,可很方便地像普通钢板一样加工成各种耐磨损部件。
4、高性能价格比:使用双金属耐磨钢板虽然表面成本提高,但综合考虑机件的使用寿命、维修费用、停机损失等,其性能价格比高出普通材料约2~4倍。由于材料使用合理,耐磨堆焊复合板比同等材料手工堆焊价格低50%.
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失。分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲。控制措施是:
1、TMCP技术
新的TMCP 技术指的是在终轧温度≥950℃的情况下在连续大压下轧制,随后进行冷速高达300~400℃/s 的超快速冷却的工艺。
采用TMCP 新技术的钢板中连续的大变形应变积累使奥氏体得到硬化,随后进行超快速冷却,一方面保持硬化奥氏体不变,即“冻结”了硬化的奥氏体,另一方面超快速冷却还促进了20 nm 以下细小粒子的大量析出,并且随着超快速冷却温度的不断降低,粒子分布更加弥散。
NM500耐磨钢板厚度200mm用什么切割费用低一些
由于采用超快速冷却,提高了形核率,细化了铁素体晶粒。保持超快冷状态到相变点附近停止冷却,随后进行冷却路径控制,得到优良性能的钢板。同时,在正常温度下连续轧制,高的温度使得积累的位错可以进行滑移和析出,高能状态应力得以释放。
2、冷却温度
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致: ( 1) 横向冷却严重不均匀; ( 2) 厚度方向冷却不对称; ( 3) 横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度、降低内应力的必备条件。横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
3、冷矫直
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯、均匀化钢板内应力的目的。
调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。
综上,通过采用新的TMCP工艺,提高层流冷却速度控制温度的均匀性,以及冷矫直钢板,促进钢板内部应力均匀化,钢板再纵切分条时,变形问题得到控制。



聚贤丰汇金属材料有限公司是一家专营(湖北荆州) 本地 湖北荆州锻造圆钢的大型企业,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


