



我们精心制作的不锈钢桥梁护栏厂家现货多产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:不锈钢桥梁护栏厂家现货多的图文介绍

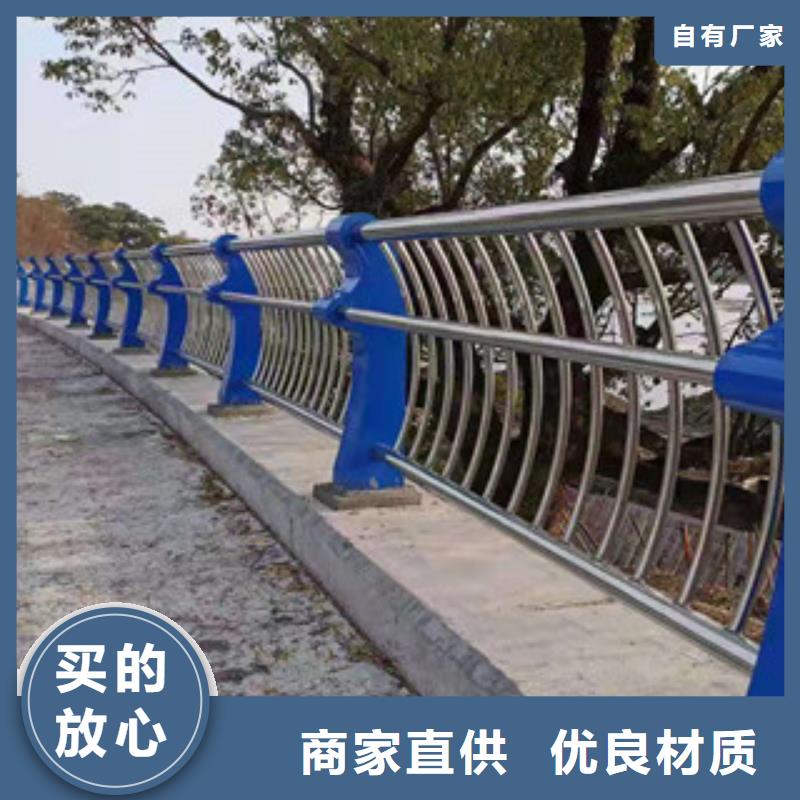
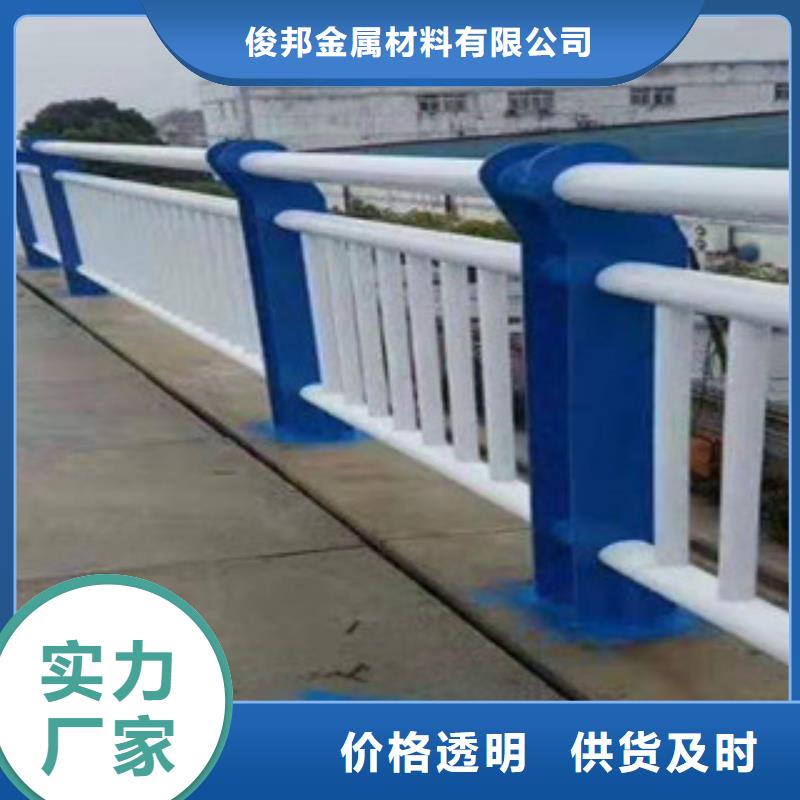
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为301材质,304 的效果 ,其次301。 (3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接。 不锈钢护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯护栏扶手部位即是我们所说的主管)。立柱也可以称之为立管,就是用来支撑主管的。 不锈钢护栏不锈钢护栏是组装式的设计,安装快捷简单、运输方便、价格合理。

本溪防撞护栏立柱


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



科阳金属制品有限公司的质量方针是:以市场为中心,加强 辽宁本溪防撞护栏立柱质量保障,开拓 辽宁本溪防撞护栏立柱技术创新,满足客户需求!
我们的服务宗旨是:诚实、信用、品质优、起货快、交货准!
欢迎广大新老客户惠顾合作!



