




想要一睹45号碳结钢轴承钢件规格齐全产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
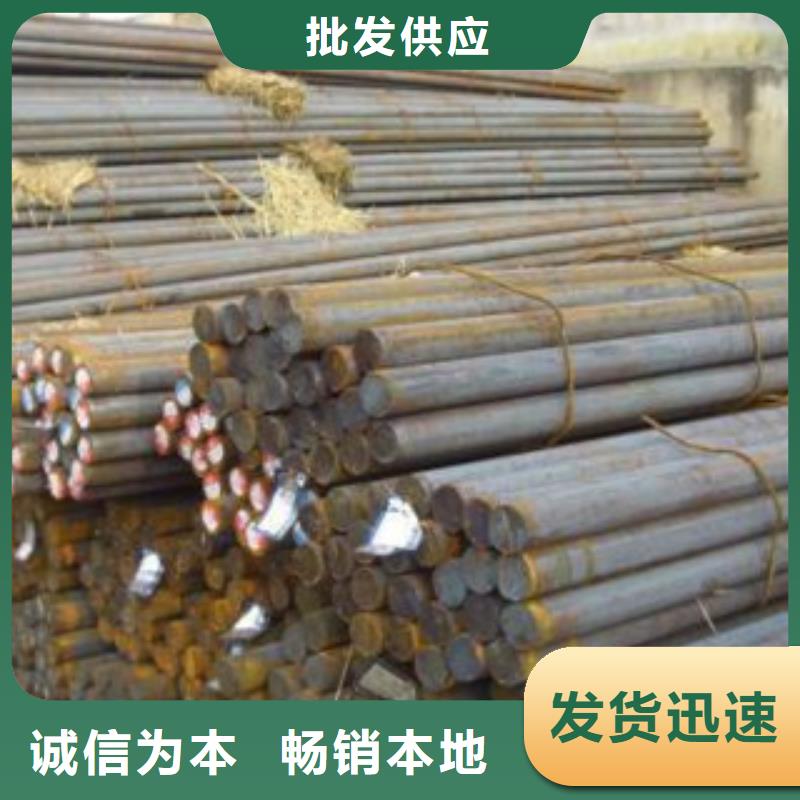
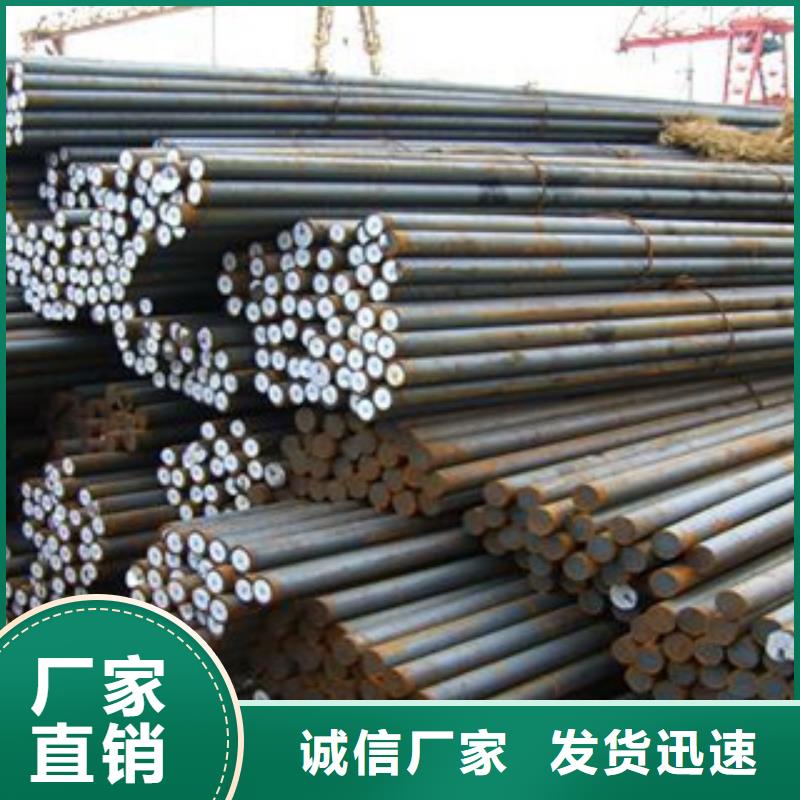
以下是:45号碳结钢轴承钢件规格齐全的图文介绍
旺宇钢铁贸易有限公司-产品理念专业:专业设计制造生产 贵州黔南注浆管多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 贵州黔南注浆管。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,A级制造资质,保证品质卓越。安装:具有10年 贵州黔南注浆管的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“”“信心”“保险”为服务宗旨。承诺:所有 贵州黔南注浆管产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。

碳结钢调直工作法有哪些呢。的技术人员给大家介绍一下,希望我们的介绍可以更好的帮到你们。拉圆钢弯曲部的凸面上,以锤即可调直。至于调直的顺序,则应先调直打弯,然后再由一端依推进,逐步地小弯。对碳结钢的调直,一般皆使用机械顶压法。顶压时为了防止碳结钢的使着力点底面的空悬,须于顶压着力点的底面两端,用凹槽垫铁或木质板架,顶压时应事其顶压程度超过要求少许以便适应弹性作用,能够做到正确的调直。总结:碳结钢因横负荷力弱,极易弯曲;对碳结钢的调直,一般都用机械调直法,为配合材料的弹性,须善于利用过钢矫方可达到真正调直的目的。;碳结钢的调直一般是圆钢置于平台上,用摔子放置在凸面上以锤击之,但打击人应注意安弯曲程度适宜的锤击力量;调直顺序应先大弯后,再用推进逐步小弯。的技术人员给大家介绍碳结钢调直

按裂纹形状和形成原因有多种名称,如拉裂、横裂、裂缝、裂纹、发纹、炸裂(响裂)、脆裂(矫裂)、轧裂和剪裂等。从炼钢、轧钢到钢材深加工几乎每道工序都有造成裂纹的因素。炼钢方面钢中硫、磷含量高,钢的强度、塑性低;铸锭浇铸(模铸、连铸)温度过高,浇铸速度过快,铸流不正;钢锭模、结晶器设计不合理;冷却强度不足或冷却不均,造成激冷层薄或局部应力过大;钢锭模有严重缺陷或保温帽安装不良造成钢锭凝固过程悬挂;保护渣性能不佳,模子潮和各种浇铸操作不良都能造成钢锭表面质量不佳,在钢材上形成裂纹。碳结钢轧钢(锻造)方面钢锭、钢坯加热温度不均或过烧造成裂纹;高碳钢加热或冷却过快,火焰清理或火焰切割钢材温度过低造成炸裂;钢材矫直应力过大,矫直次数过多而又未进行适当热处理时易产生矫裂;冷拔管、线钢料热处理不良或过酸洗造成裂纹;钢件在蓝脆区剪切易剪裂;焊接工艺不当造成焊缝或热影响区裂纹。裂纹直接影响钢材的力学性能和耐腐蚀性能,成品钢材不允许裂纹存在。对于裂纹可以进行磨修,磨修后钢材尺寸应符合标准规定。为了防止或减少钢材裂纹,一是要改进炼钢、轧钢和钢材深加工及有关工序工艺操作;二是对钢坯缺陷部位要进行重点清理,对重要用途钢坯可以进行扒皮处理。


使用碳结钢时,需要使用焊接的方式来进行连接。为了保证良好的密封性,需要有一些问题要注意。 使用滚槽方式来焊接碳结钢时候,滚槽焊缝会容易开裂。这种情况其实是可以避免的,将压槽内壁的焊角磨平能有效降低减少阻力。另外可以调整钢管,尽量保证其与滚槽保持水平。调整压槽的速度是力度可以保证其成型均匀、缓慢施力。还要保证支撑和压力辊的宽度和型号相互是匹配的,不会因咬合而断裂。 另外如果碳结钢对接后其管口对接不严密,这可能是由于管口被磕碰导致变形造成的。建议将钢管管头切割掉一小段后再进行对接。由于焊接时操作不当或因管口部位遗留锌瘤会造成的砂眼,这可以在焊接前将锌瘤铲掉磨平来避免。车丝连接方式常出现的问题是管箍与丝扣不完全贴合,这就必须裁掉不能贴合的部分重新进行连接。



