



(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。






兴昊管道有限公司拥有雄厚的技术力量和多年来在 山东东营热浸塑复合钢管研制生产上积累的大量宝贵的实战经验,并不断致力于新 山东东营热浸塑复合钢管产品的开发研制以扩大生产规模,生产更多更好的 山东东营热浸塑复合钢管产品,回报新老客户的厚爱和所有的业界同仁的大力支持,携手共创美好的明天。


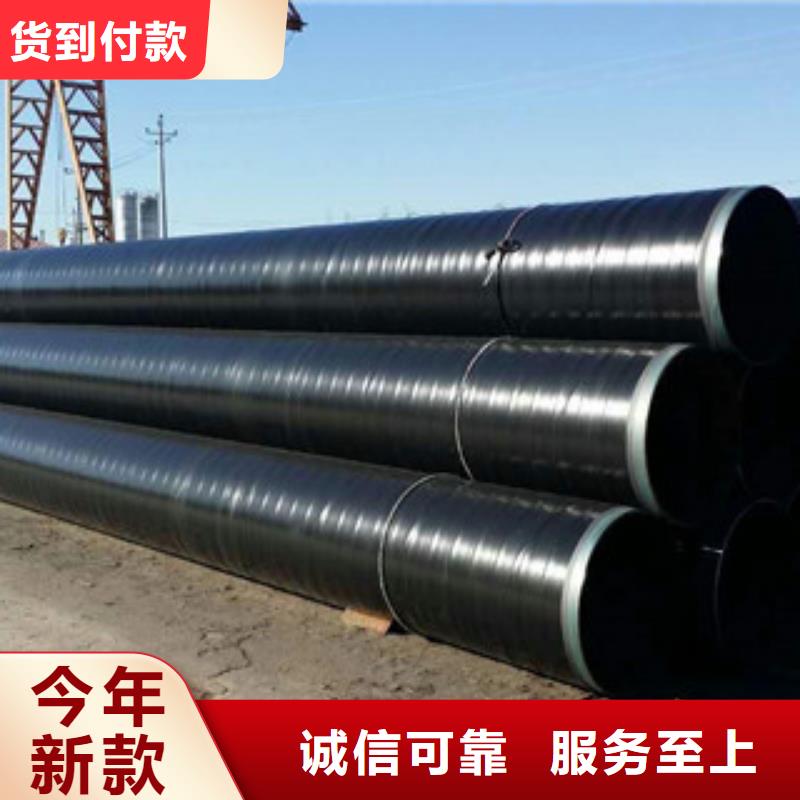
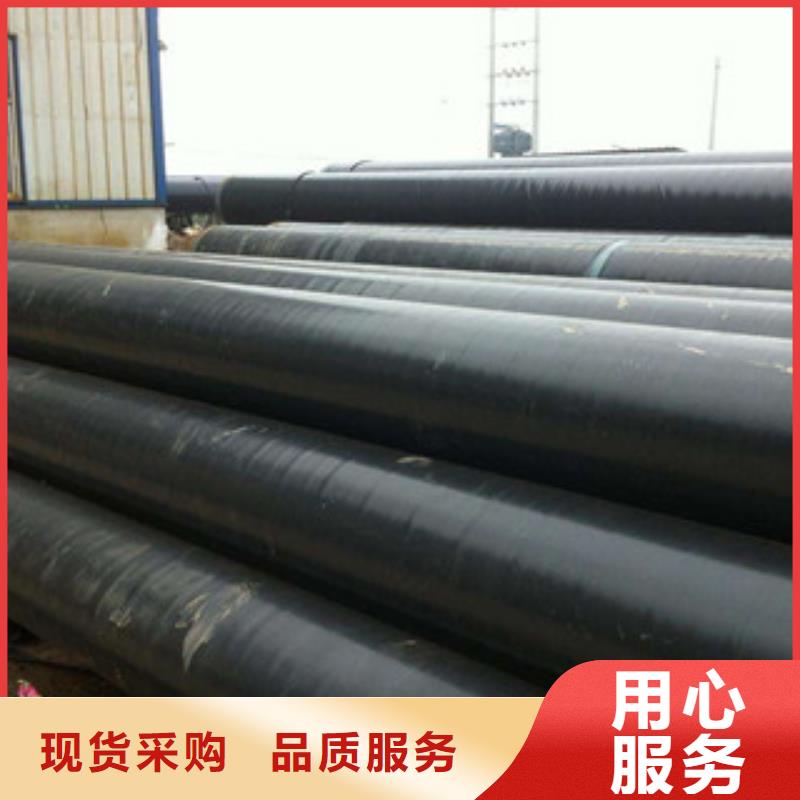
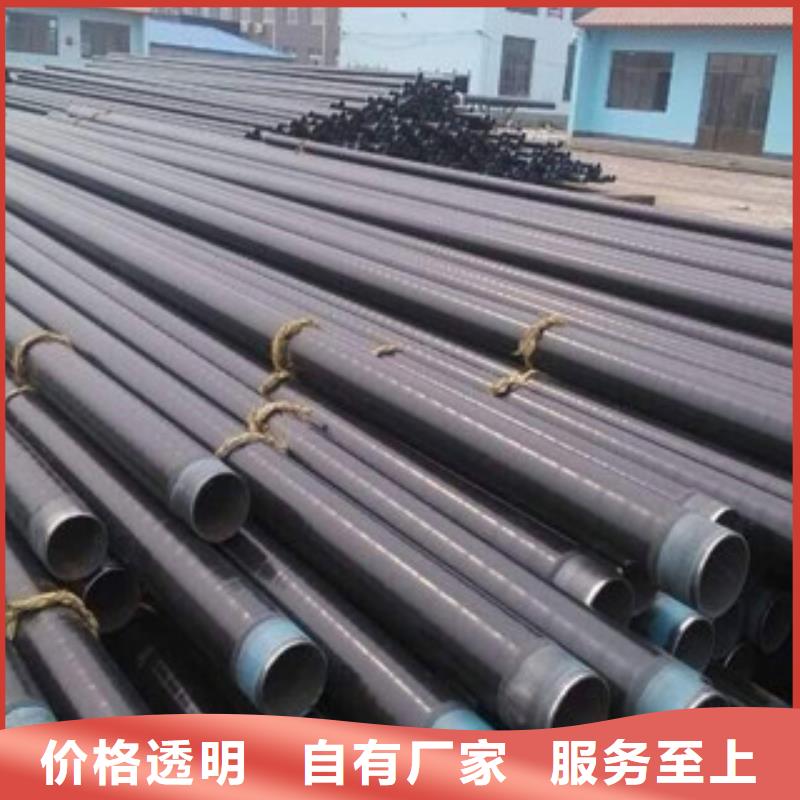
3pe防腐钢管三层结构聚乙烯防腐层(3pe)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显着改善了各自的性能。因此作为埋地管线的外防护层是非常优越的。据有关资料介绍,三层pe可使埋地管道的寿命达到50年,目前,在国际上被认为是先进的管道外防腐技术。在我国,三层pe已率先在石油天然气系统得到应用。我国已建成3253pe防腐螺旋钢管经销商,的陕京天然气管道及库鄯输油管道,近***重点工程西气东输近4000公里管道均采用了三层pe外防腐涂层。在天河南,陕气进津67公里高压管道、外环线30公里高压天然气管道、陕京线地下储气库122公里管线也是采用的三层pe。



从结果中可以看出,10m高处落下的石块的冲击能非常大。同时,我公司高分子隧道逃生管道抗冲击性能极高,外力冲击不能使其破裂。而且,其具有很好的韧性和吸收冲击能的性能,受到大石块冲击的过程中,能够吸收大部分的冲击能,减少对管道的破坏。钢管抗冲击性能不如我公司隧道逃生管道,且其在受到石块砸击之后发生 性形变,难以恢复。
DN800隧道逃生管试验结论
首次采用我公司高分子隧道逃生管道,对隧道施工应急救援管道进行了设计。 同时,我公司高分子隧道逃生管道的结构尺寸符合人体工程学原理,结构 简单,拆装方便。通过对我公司高分子隧道逃生管道和钢管进行抗冲击性对比试验,验证了隧道逃生管道应用于公路隧道施工应急救援的可靠性。
