

联系我们

您也许对伊犁本地以下产品新闻也感兴趣
- 混凝土泵细石混凝土输送泵专注细节使用放心
- HDPE硅芯管集束管优良材质
- 软包吸音板吸声体定制批发
- 专线物流_乐从专线公司运输物流车型丰富
- 无缝钢管q345b无缝钢管出货快
- 物流成都到搬家公司运输报价
- 【一级建造师消防工程师考证手把手教学】
- 【法桐】炫丽海棠把实惠留给您
- 托盘托盘厂家实力大厂家
- 智能隔断折叠升降隔断标准工艺
- 多功能可定制宣传栏灯箱 户外宣传栏灯箱 不锈钢宣传栏灯箱 太阳能宣传栏灯箱 发光宣传栏灯箱 垃圾分类宣传栏灯箱 户外防锈液压宣传栏灯箱 校园宣传栏灯箱定制 文化长廊宣传栏灯箱 核心价值观宣传栏灯箱 太阳能滚动宣传栏灯箱 壁挂式宣传栏灯箱 落地式宣传栏灯箱实力老厂
- 【不锈钢工作台工作台细节严格凸显品质】
- 【硫酸钡】铅屏风厂家质检严格放心品质
- 物流上海到货物运输公司便利快捷
- 【声测管【超声波检测管】就近发货】
当前位置:
莱芜 兴泰工程材料有限公司 >
伊犁当地频道中心
【铜止水】隧道桥梁止水铜板用心做产品
更新时间:2025-01-03 04:06:33 浏览次数:1 公司名称:莱芜 兴泰工程材料有限公司
以下是:【铜止水】隧道桥梁止水铜板用心做产品的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |
以下是:【铜止水】隧道桥梁止水铜板用心做产品的图文视频

在新疆伊犁市采买【铜止水】隧道桥梁止水铜板用心做产品到兴泰工程材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15318168555,QQ:2028098034,地址:《莱芜高新区发货到新疆 伊犁市 》。 新疆维吾尔自治区,伊犁哈萨克自治州 伊犁哈萨克自治州,新疆维吾尔自治区下辖自治州,副省级建制。地处新疆维吾尔自治区西部天山北部的伊犁河谷内,属温带大陆性气候、高山气候。是全国既辖地区、又辖县市的自治州。伊犁州辖11个县级行政区(州直)。全州总面积268593平方千米。根据第七次人口普查数据,截至2020年11月1日零时,伊犁哈萨克自治州常住人口为2848393人。
想要了解【铜止水】隧道桥梁止水铜板用心做产品产品的魅力?视频为你揭晓答案!
以下是:【铜止水】隧道桥梁止水铜板用心做产品的图文介绍


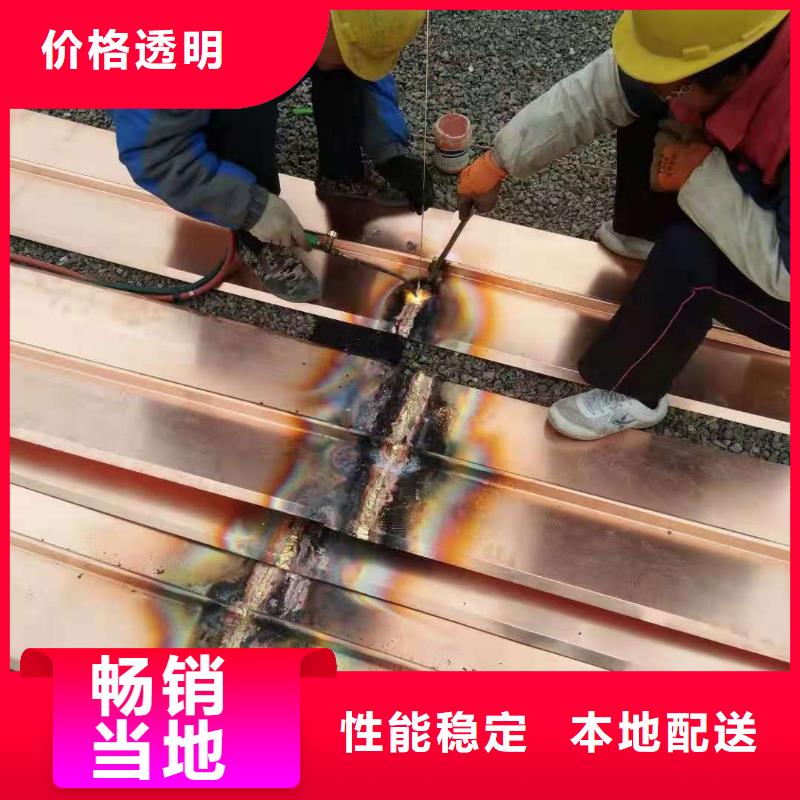
紫铜片止水如何焊接 紫铜止水片焊接质量测试方法 新疆伊犁铜止水1、紫铜止水片焊接接头可以从外观质量检验 焊接完成后,采用目测或量测检查焊缝是否平整,光滑,轴线时间的接口误差是否满足招标文件技术条款要求及搭接长度不小于20mm。 2、焊接接头部位的煤油渗透测试 先将用于检验的部位表面清理干净,不得留有污渍,用 浆涂抹,待彻底晾干后在焊缝的背面抹上煤油。由于煤油所具有的张力作用,具有渗透细小缝隙的特性。如果紫铜止水片焊缝不紧密或者钢材内部有疏松、夹层、夹灰时,煤油将紫铜止水片渗漏到钢材或焊缝的另一面并在 上显出印渍。 自粘复合型止水带是一水平止水片(带)上或下50㎝范围内不宜设置水平成型后的止水紫铜片,在安装时,应避免扭曲变形或其他损坏.止水安装时, 为准确的确定缺陷位置,避免印渍扩散,在涂上煤油后稍停片刻即进行观察,初出现印渍处为缺陷位置。为了保证煤油有足够的浸润渗透时间,以保证检测的过程持续在半小时以上不出现印渍叫为适宜。 3、焊接接头的力学性能测试方法 接头拉力试验不应该小于母材抗拉强度的80%,这个地方需要大家严格把控。



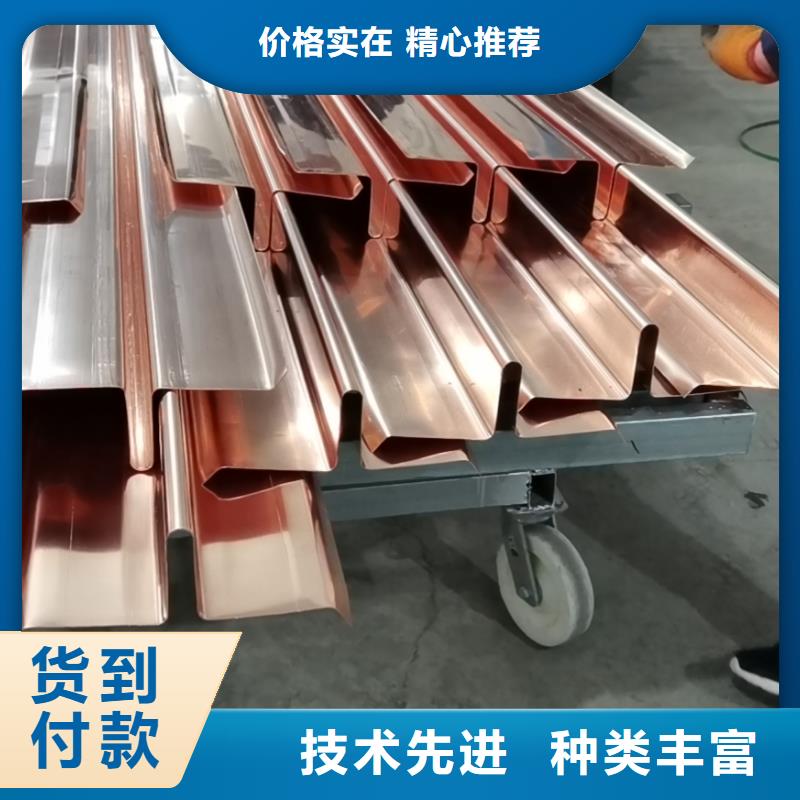
水工建筑物接缝止水带型式多样,选择铜止水带型式和尺寸可从以下因素予以考虑: 新疆伊犁铜止水1.由接缝变位及缝内水压力引起的 可能应力应小于材料的设计强度。设计强度的取值应 考虑尺寸效应、蠕变等因素的影响。 2.在水压力和接缝位移作用应下,止水带应不发生绕渗或尽量避免发生绕渗。 3.应考虑水质对止水带侵蚀的影响。 4.应考虑制造工艺和施工的影响,钢筋混凝土结构中的止水带应考虑钢筋布置的影响。 5.如何选择定型产品: a.施工缝可采用平板型止水带。变形缝的止水带可伸展长度应大于接缝位移矢径长。止水带 的翼板长度和是否采用复合型止水带,应根据抗绕渗要求确定。 b.当运行期环境温度较低时,不宜选用PVC止水带。当止水带在运行期暴露于大气、阳光下 是,应选用抗老化性能强的合成橡胶止水带、铜、或不锈钢止水带。采用多道止水带止水有 抗震要求时,宜选用不同材质的止水带。 c.开敞型止水带的开口朝向宜考虑结构受力和施工影响。 d.止水带接头的位置应避开接缝剪切位移大的部位。 e.止水带离混凝土表面的距离宜为200mm--500mm,特殊情况下可适当减少。 f.止水带埋入基岩内的深度可为300mm--500mm,必要时可抽锚筋。止水带距基岩槽壁不得小 于100mm。


新疆伊犁沥青麻筋基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.




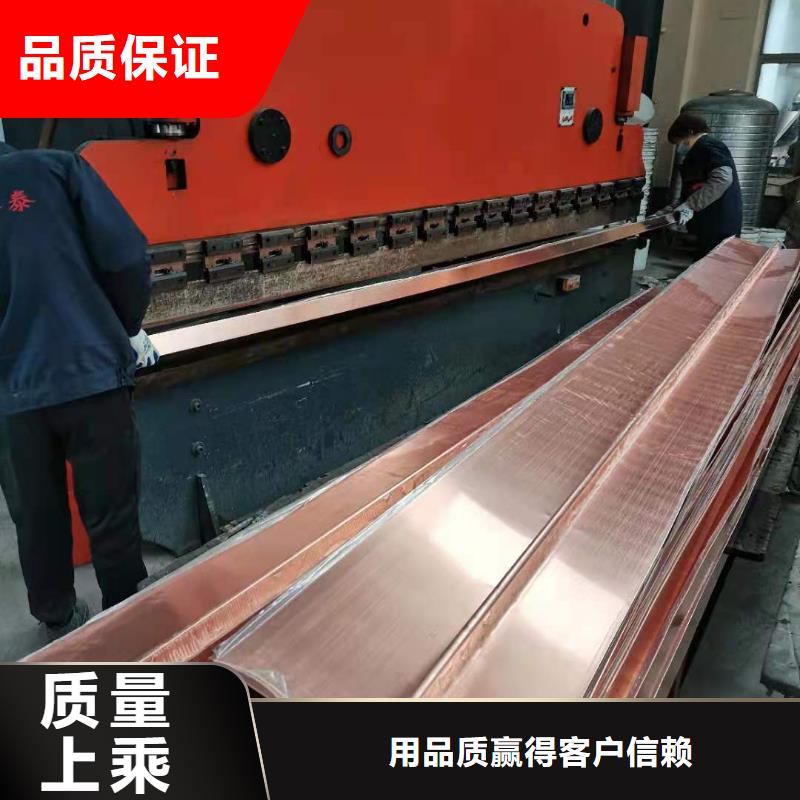
铜止水片(是由紫铜或纯铜生产加工而成),新疆伊犁铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。


在新疆伊犁市采购【铜止水】隧道桥梁止水铜板用心做产品请认准兴泰工程材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-15318168555,QQ:2028098034,地址:高新区)。