



别再等待了,仅仅一分钟,就能通过我们的曲面脉冲点焊机包教包学会产品视频探索到无数令人心动的细节和亮点。
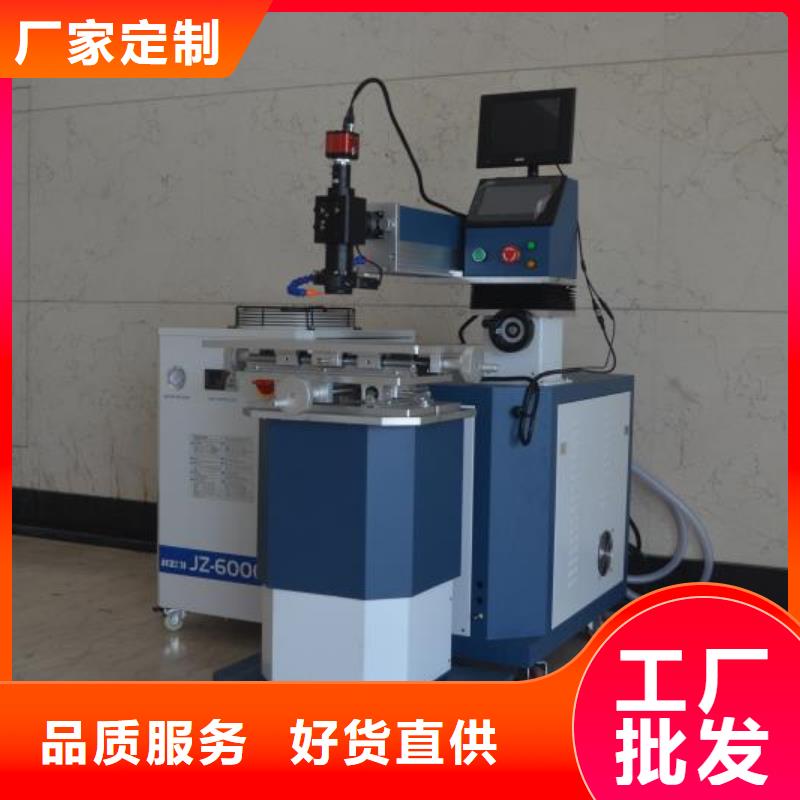
以下是:曲面脉冲点焊机包教包学会的图文介绍



激光混合焊接技术具有显著的优点。对于激光混合,优点主要体现在:更大的熔深/较大缝隙的焊接能力;焊缝的韧性更好,通过添加辅助材料可对焊缝晶格组织施加影响;无烧穿时焊缝背面的现象;适用范围更广;借助于激光替换技术投资较少。对于激光MIG惰性气体保护焊混合,优点主要体现在:较高的焊接速度;熔焊深度大;产生的焊接热少;焊缝的强度高;焊缝宽度小;焊缝凸出小。从而使得整个系统的生产过程稳定性好,设备可用性好;焊缝准备工作量和焊接后焊缝处理工作量小;焊接生产工时短、费用低、生产效率高;具有很好的光学设备配置性能



(4)离焦量对焊接质量的影响。 激光焊接通常需要一定的离做文章一,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现问分汽化,形成市压蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。


大鹏激光科技有限公司生产 上海木板画激光雕刻机,规格齐全、现货销售、价格优惠,提供优质服务,欢迎客户前来咨询洽谈。



2、32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。