


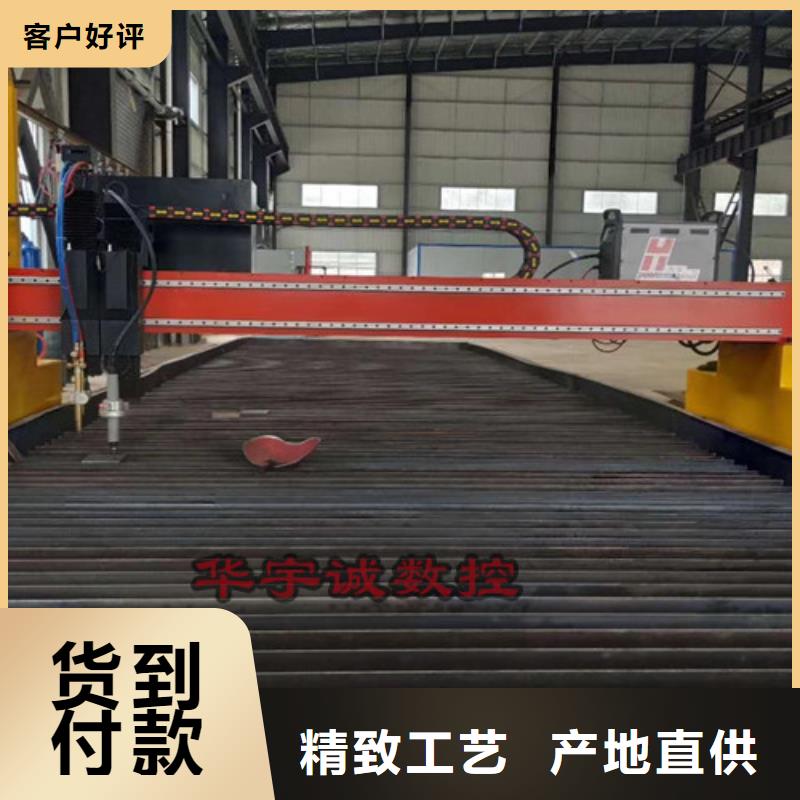


精心打磨的产品视频已准备就绪,它将带您深入【数控等离子切割机】不锈钢光纤激光切割机用心做好每一件产品的魅力世界,让您重新发现产品的无限可能。
以下是:【数控等离子切割机】不锈钢光纤激光切割机用心做好每一件产品的图文介绍


数控切割机厂家有很多,考虑到大多数的企业很难直接购买那些品牌非常大的设备(成本过高),所以这就需要我们在寻找相对不那么知名品牌的数控切割机厂家的时候,擦亮眼睛寻找合适的厂家,防止被骗。数控激光切割机数控切割机厂家哪家好:判断方法1. 口碑数控等离子切割机厂家的信誉是非常重要的。如果这个厂家的供货量足够大,供货质量足够优良,那么这个厂家的口碑一定非常好。2. 出货量你了解数控等离子切割机厂家的出货量吗?首先,你要了解这个厂家的货物基本都是在哪里供应的,是出口还是内销,产品质量的标准是什么。3. 产品功能数控等离子切割机厂家的产品功能是否足以满足生产需求,这是一个很重要的方面。产品功能较强,应用范围较广,所以这种产品适合选择。4. 高性价比人们都说买东西一定要货比三家,那么在选择和购买数控等离子切割机的时候也是如此,需要在同行业中进行比较。同样的质量,同样的产品价格和质量需要对等,至少你要有好的质量。价格不是关键,关键是要有高性价比。购买数控切割机前应做好以下准备工作卖家需要了解买家从事哪个行业,主要切割什么材料,加工幅面有多大。只有适合的数控切割机才是好的。这样,企业才能在不浪费资源的情况下产生更大的效益。买家需要了解卖家的相关信息。实力雄厚的数控切割机品牌企业都有自己的研发中心、科研人员、技术人员和专业技术;数控企业的生产能力和年产量是多少;数控企业的售后服务,机器零件有一定的寿命,长时间工作或工作中操作不当都会出现故障。这些问题需要要进行售后处理,这是用户购机前需要要注意的问题。小龙门等离子数控切割机选择机型,帮助用户选择和决定数控切割机的类型,如激光数控切割机或锯片数控切割机,根据需要切割的材料和厚度,以及切割效率和切割质量的要求。研究机床的质量和精度 在数控切割机的型号和配置确定后,应调查和确定数控切割机的机件组成、制造质量和价格。国内市场上数控切割机的配置和价格参差不齐,但一般都包括以下主要部件,包括齿条导轨、齿轮齿条、减速箱、伺服系统、气路系统等关键部件的加工和选型,以及机床的安装接地和屏蔽技术&切割机精度的校验,这些都关系到数控切割机的质量和成本,决定了数控切割机的使用寿命、切割质量和切割精度。同时,也决定了数控切割机的主要采购价格。因此,不同的配置价格是不同的。数控系统是否稳定准确 数控系统的稳定性非常重要。对于锯片切割机来说,如果系统不稳定,如抗干扰能力差、锯片控制不准确等,对于企业来说,不断更换锯片、停机维修是严重的损失,增加了采购成本,降低了生产效率。切割效率和切割质量 数控切割机的切割效率和切割质量是用户关心的问题,这不仅是用户接受数控切割机的关键点,也是用户评价数控切割机质量的标准。特别是在数控切割机硬件基本相同或相近的条件下,数控切割机的切割效率和切割质量主要由软件决定,而不是切割机硬件决定。



华宇诚数控科技有限公司优异的 山西大同激光光纤切割机价格产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为值得尊敬和信赖的合作伙伴。始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!


数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。


数控等离子切割机加工速度
除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现:
1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。
2.切割速度过快使得切割的线力量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。


