

30秒一段产品介绍视频,带你了解【无缝钢管-27SiMn合金钢管技术先进】产品的功能、特点和使用方法。
以下是:【无缝钢管-27SiMn合金钢管技术先进】的图文介绍

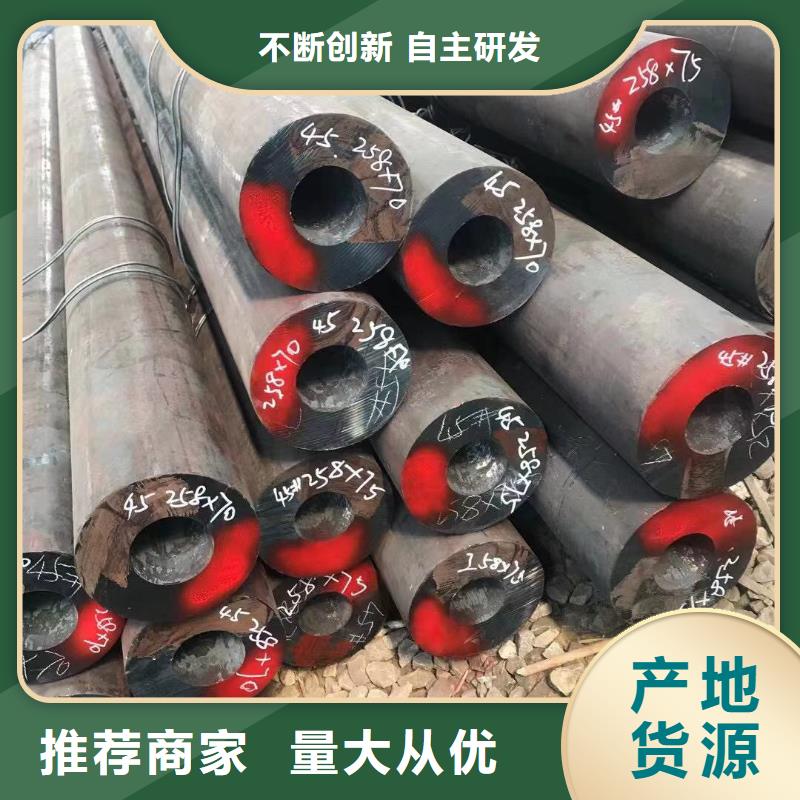
【无缝钢管-27SiMn合金钢管技术先进】

无缝钢管 - 规格 18-20-22-24-28-30-32*1.5-4 34-38-40-42-45-48-50-51-52*3-12 54-56-58-60-63.5-65-68-70*3.5-14 73-76-80-83-89-95-102-104-108*4-30 121-127-133-146-152-159-168-180*4.5-45 194-203-219-232-245-273-299*6-65 325-351-355-377-402-406-457-480*8-20-80 500-508-530-560-580-610-630-660-710-760*12-30-50-60-80 无缝钢管 - 工艺流程 1、卫生级镜面管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 2、工业管工艺流程 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验


冷轧20号精拔无缝钢管的壁厚一般比热轧20号精拔无缝钢管要小,但是表面看起来比20号精拔厚壁钢管更加明亮。表面没有太多的粗糙,口径也没有太多的毛刺,热轧20号精拔无缝钢管的交货状态一般是热轧状态经过热处理后进行交货,热轧20号精拔无缝钢管在经过质检后要经过工作人员的严格的手工挑选。在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验。如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中 [1] 。35号厚壁精拔钢管工艺流程。 20号精拔无缝钢管的应用处理方法号精拔无缝钢管管口打磨切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨,号精拔无缝钢管涂塑处理打磨完毕。使用氧气、C2H2在管道外部对管口进行加热,加热到内部塑层部分有熔化现象。然后技术工人将用好的塑粉对管口均匀涂抹,应注意一定要涂抹到位,法兰盘涂塑要涂抹到止水线以上,此应严格控制加热温度,如温度过高。在涂塑中将会有气泡产生,如温度过低,在涂塑中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象。



金杰金属制造有限公司是在由小到大从弱到强一路走的一家集研发生产销售 河南周口角钢厂家服务为一体的厂家,多年以来紧跟时代的发展不断创新,为我们的用户提供绿色环保的 河南周口角钢厂家产品。公司立足 河南周口角钢厂家市场,以市场为导向,客户为基础不断创新来,采取新工艺,新的合作模式不断满足不同客户的需求。

