

【新品发布,视频先行!】【PE燃气管-MPP电力管出货快】产品,等你来探!
以下是:【PE燃气管-MPP电力管出货快】的图文介绍

随着我国燃气管道的不断发展,我国管道产品标准已不能满足国内市场、实施监督和国际贸易的要求,需要进行修订。同时,近年主要发达 和地区完成了相关法规、标准的新一轮的制修订,如欧盟2010年开始实施新的燃气管道标准,国际标准分别于2007年,2014年出版燃气管标准,以满足国际要求;美国于2011年对ASTMD2513进行了修订,日本也对JISK6775进行了修订,英国燃气管件标准BS7336,德国规范PSA1075。燃气聚乙烯管道标准修订的背景随着我国燃气管道的不断发展,我国管道产品标准已不能满足国内市场、实施监督和国际贸易的要求,需要进行修订。同时,近年主要发达 和地区完成了相关法规、标准的新一轮的制修订。
如欧盟2010年开始实施新的燃气管道标准,国际标准分别于2007年,2014年出版燃气管标准,以满足国际要求;美国于2011年对ASTMD2513进行了修订,日本也对JISK6775进行了修订,英国燃气管件标准BS7336,德国规范PSA1075。我国相关规范和标准也需进行相关修订。2009年, 标准化管理会下发了国标委综合[2009]59号“关于下达2009年 批 标准制修订计划的通知”中附件《2009年制修订 标准计划项目汇总表》 标准修订工作任务,项目编号为第20090900-Q-607项。项目名称为燃气用埋地聚乙稀(PE)管道系统第1部分:管材。项目由中国轻工业联合会提出。标准技术归口单位为全国塑料制品标准化技术会(SAC/T8)。
自2011年始,亚大集团牵头,并成立了标准修订工作组,与国内上下业进行了充分的交流,根据我国燃气管道发展中存在的问题和收集到的意见,对 标准、发达 法规和标准进行了翻译和整理,对标准体系进行了调研,同时工作组与有关科研、生产单位和用户进行了广泛的接触,认真听取了他们的意见和建议。工作组还就标准中的有关技术问题咨询国内外专家,经多次会议讨论,在充分研讨的基础上,完成了新版GB15558.1《燃气用埋地聚乙烯管道系统第1部分:管材》的修订工作,现已提交国标委审查并通过,预计2015年发布。新版标准的修订、发布和实施,将进一步规范我国燃气管道生产、加工,保障燃气管道的质量,为促进我国燃气管道的持续发展起到积极的作用在此次修订过中。
如欧盟2010年开始实施新的燃气管道标准,国际标准分别于2007年,2014年出版燃气管标准,以满足国际要求;美国于2011年对ASTMD2513进行了修订,日本也对JISK6775进行了修订,英国燃气管件标准BS7336,德国规范PSA1075。我国相关规范和标准也需进行相关修订。2009年, 标准化管理会下发了国标委综合[2009]59号“关于下达2009年 批 标准制修订计划的通知”中附件《2009年制修订 标准计划项目汇总表》 标准修订工作任务,项目编号为第20090900-Q-607项。项目名称为燃气用埋地聚乙稀(PE)管道系统第1部分:管材。项目由中国轻工业联合会提出。标准技术归口单位为全国塑料制品标准化技术会(SAC/T8)。
自2011年始,亚大集团牵头,并成立了标准修订工作组,与国内上下业进行了充分的交流,根据我国燃气管道发展中存在的问题和收集到的意见,对 标准、发达 法规和标准进行了翻译和整理,对标准体系进行了调研,同时工作组与有关科研、生产单位和用户进行了广泛的接触,认真听取了他们的意见和建议。工作组还就标准中的有关技术问题咨询国内外专家,经多次会议讨论,在充分研讨的基础上,完成了新版GB15558.1《燃气用埋地聚乙烯管道系统第1部分:管材》的修订工作,现已提交国标委审查并通过,预计2015年发布。新版标准的修订、发布和实施,将进一步规范我国燃气管道生产、加工,保障燃气管道的质量,为促进我国燃气管道的持续发展起到积极的作用在此次修订过中。


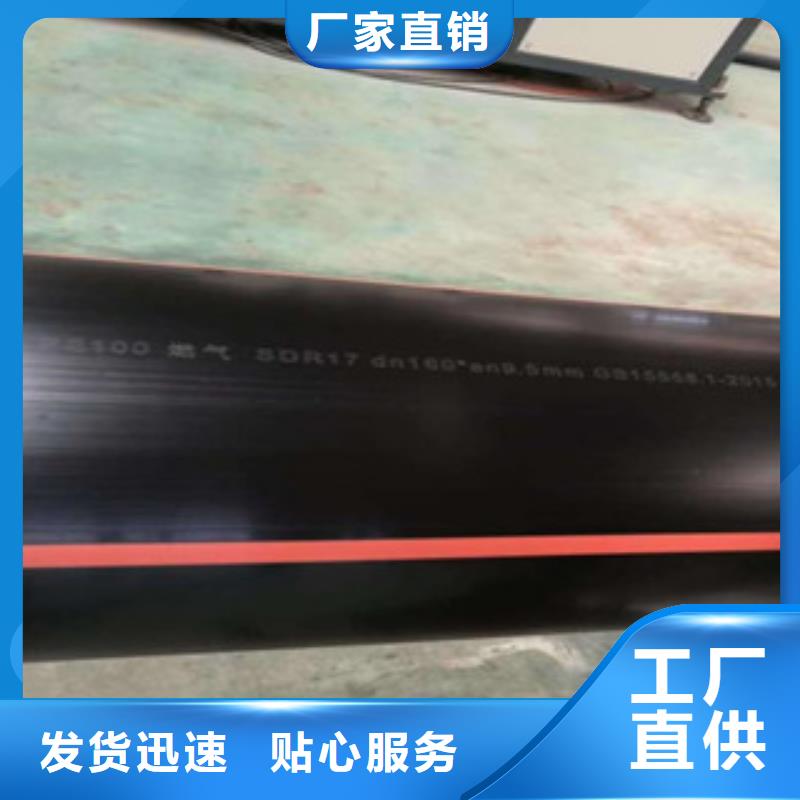
PE燃气管厂家相对于其他塑料管道,国内PE燃气管的应用和管理相对比较规范。 质检总局在《特种设备技术规范》中对PE燃气管材和管件的生产和应用都有明确要求,并实行认证制度。耐腐蚀,使用寿命长,在我国沿海地区,地下水位偏高,土地湿度大,使用无缝钢管必须防腐及做安装阳纹外向锤炼,且寿命只有30年,而PE管可耐多种化学介质的侵蚀,不需防腐处理。PE燃气管的公称压力规定为:0.2Mpa、0.4Mpa、1.0Mpa等5种,同等规格管材的公称压力的大小一般以管材的壁厚来划分。PE燃气管每个压力区的小口径的管材规定为:0.6Mpa管材的口径为63mm,0.8Mpa管材的口径为50mm,1.0Mpa管材的口径为40mm。
1.25Mpa管材的口径为32mm,1.6Mpa管材的口径为20mm和25mm。聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本体强度。PE燃气管的低温脆化温度极低,可在-60-60℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管子脆裂。中压B和中压A管道必须通过区域调压站、用户专用调压站才能给城市分配管网中的低压和中压管道供气,或给工厂企业、大型公共建筑用户以及锅炉房供气。一般由城市高压B燃气管道构成大城市输配管网系统的外环网。高压B燃气管道也是给大城市供气的主。高压A输气管通常是贯穿省、地区或连接城市的长输管线,它有时构成了大型城市输配管网系统的外环网。随着中国快速的城市化建设以及对环境质量越来越高的要求。
促进了城市燃气的飞速发展。据有关资料介绍,2010年我国天然气管道总长仅3.5万公里,但到2015年天然气管道总长将达到10万公里,预计2020年PE燃气管道将达到30-50万公里。近几年PE燃气管材用量已超过30万吨/年,且其发展仍然处于黄金时期。PE燃气管厂家是一家专业从事塑料管材科研、开发、设计、生产、安装、服务的现代化高新企业。拥有先进的塑料管材生产设备多条,形成了以给水用聚乙烯(PE)管道系统,燃气用聚乙烯(PE)管道系统,地源热泵专用聚乙烯(PE)管道系统。非开挖用聚乙烯(PE)管道系统,排水用聚乙烯(PE)双壁波纹管及钢带增强缠绕管道系统,非开挖用改性聚丙烯(M-PP)电力电缆管道系统等为主要产品的生产体系。
1.25Mpa管材的口径为32mm,1.6Mpa管材的口径为20mm和25mm。聚乙烯管道系统之间采用电热熔方式连接,接头的强度高于管道本体强度。PE燃气管的低温脆化温度极低,可在-60-60℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管子脆裂。中压B和中压A管道必须通过区域调压站、用户专用调压站才能给城市分配管网中的低压和中压管道供气,或给工厂企业、大型公共建筑用户以及锅炉房供气。一般由城市高压B燃气管道构成大城市输配管网系统的外环网。高压B燃气管道也是给大城市供气的主。高压A输气管通常是贯穿省、地区或连接城市的长输管线,它有时构成了大型城市输配管网系统的外环网。随着中国快速的城市化建设以及对环境质量越来越高的要求。
促进了城市燃气的飞速发展。据有关资料介绍,2010年我国天然气管道总长仅3.5万公里,但到2015年天然气管道总长将达到10万公里,预计2020年PE燃气管道将达到30-50万公里。近几年PE燃气管材用量已超过30万吨/年,且其发展仍然处于黄金时期。PE燃气管厂家是一家专业从事塑料管材科研、开发、设计、生产、安装、服务的现代化高新企业。拥有先进的塑料管材生产设备多条,形成了以给水用聚乙烯(PE)管道系统,燃气用聚乙烯(PE)管道系统,地源热泵专用聚乙烯(PE)管道系统。非开挖用聚乙烯(PE)管道系统,排水用聚乙烯(PE)双壁波纹管及钢带增强缠绕管道系统,非开挖用改性聚丙烯(M-PP)电力电缆管道系统等为主要产品的生产体系。



润星电力管材有限公司生产的 江苏常州PE钢带增强螺旋波纹管,质优价廉,品质值得信赖!更新 江苏常州PE钢带增强螺旋波纹管介绍向下拉!


随着PE燃气管道越来越多的替换老旧铸铁管道,一些不常遇到的问题就接踵而至,有些客户会问,PE燃气管这么好用,那么与球阀、蝶阀之类的阀门连接时,应该怎样连接?PE燃气管与阀门(闸阀|蝶阀)连接,一般情况下PE燃气管道与铸铁管以及阀门连接时,都采用法兰连接,这是常用的PE燃气管连接方式。PE燃气管与阀门连接之法兰连接操作步骤,按金属管法兰连接要求,将一个钢质法兰片焊接在待连接的钢管端部。将另一个钢质法兰片(背压活套法兰)套入待连接的聚乙烯PE法兰连接件(跟型管端)的端部。按聚乙烯PE燃气管连接要求,将法兰连接件(跟型管端)平口端与聚乙烯PE燃气管进行热熔连接或电熔连接。将法兰垫片或密封圈放入金属管端钢质法兰片与法兰连接件(跟型管端)端面。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。


