


为了让您更地了解我们的Q235材质钢板立柱切割桥梁护栏生产厂家诚信为本,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:Q235材质钢板立柱切割桥梁护栏生产厂家诚信为本的图文介绍


钢板立柱外观检查:目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。钢板立柱厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。钢板立柱附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。钢板立柱弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。



新疆鑫润通不锈钢制品有限公司在多年的 不锈钢复合管价格实践中,积累了丰富的 不锈钢复合管价格市场经验。公司从产品出售到售后服务,进行层层把关。为客户提供放心 不锈钢复合管价格产品,公司坚持,以人为本,品质为先,持续改进的企业发展观。欢迎新老客户前来洽谈。


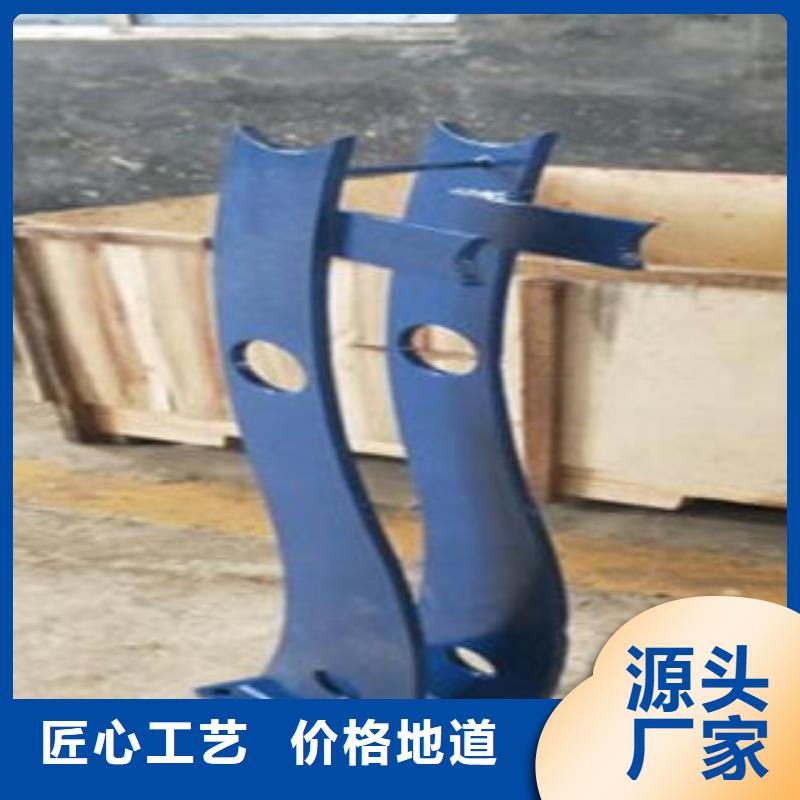
钢板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。



由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对型材进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。



特厚钢板用原料制造工艺技术可归为两类:一类是对传统厚钢锭、连铸板坯进行特殊处理;第二类是开发高质量的优质铸锭。采用一类思路的方法有JFE的锻造一轧制法和焊接复合钢坯法、住友金属的连铸大压下法、日本钢管的规定压缩比和末道次压下量的轧制法等,其中锻造一轧制法和焊接复合钢坯法的实用性较强,利用现有设备即可实施,但由于需要二火成材,具有能耗高的缺点。采用第二种方法的有电渣重熔技术、定向凝固技术等,采用以上技术生产的钢锭纯净度高、成分均匀、结晶组织致密,内部的非金属夹杂、各种偏析以及常见的缩孔、疏松等缺陷较传统铸锭大为减少,故采用较小的压缩比也能生产出优质厚钢板。电渣重熔技术工艺复杂,需专门的设备,投资较大,而定向凝固技术简单易行,投资较少,但材料利用率较低,辅材消耗量大。