


精拉管业有限公司
精拉管业有限公司服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。


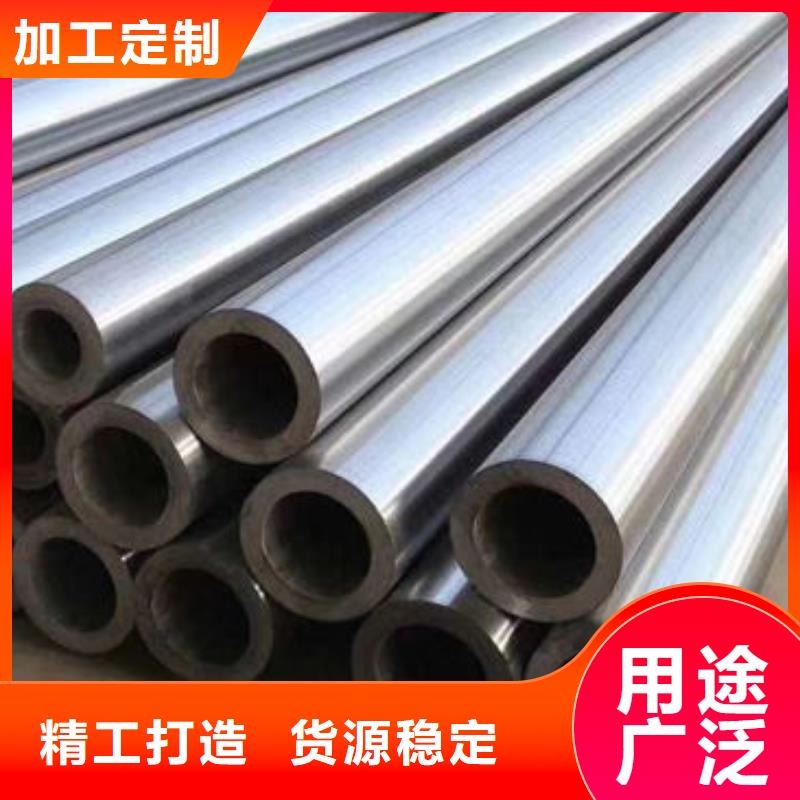
精密无缝钢管抛光光泽纷歧的原因
在批量抛光一批精密无缝钢管的时分原则上来说每一个工件终的质量应该是一样的,但有的时分统一槽里边抛光出来的不锈钢工件的质量是纷歧样的,有的比较亮,有的光泽昏暗,还有的是部分没有光泽。为什么会这样呢?
首要我们要考虑自己一次性抛光的精密无缝钢管工件的数量是多少。尽管不锈钢电解抛光设备能够批量抛光,可是同槽抛光的不锈钢工件数量过多是会影响抛光作用的,导致工件在抛光的时分不能充分抛光,电流的散布不能够均匀。
一旦抛光时的电流散布不均匀就会导致精密无缝钢管外表部分无光泽。因此在抛光的时分要根据抛光槽的大小来挑选合适数量的工件。
其次还要考虑在抛光的时分不锈钢工件是不是堆叠在一起了,导致有些部位没有被抛光。因此我们在批量抛光的时分除了要控制住抛光工件的数量外,还要合理摆放不锈钢工件,做到工件不堆叠。
除了上面两个原因外,精密无缝钢管的外表上有水珠、油脂等污迹时也会影响抛光作用。运用不锈钢电解抛光设备的操作人员要熟知运用方法和操作技巧,这样才干确保抛光出的工件质量合格。



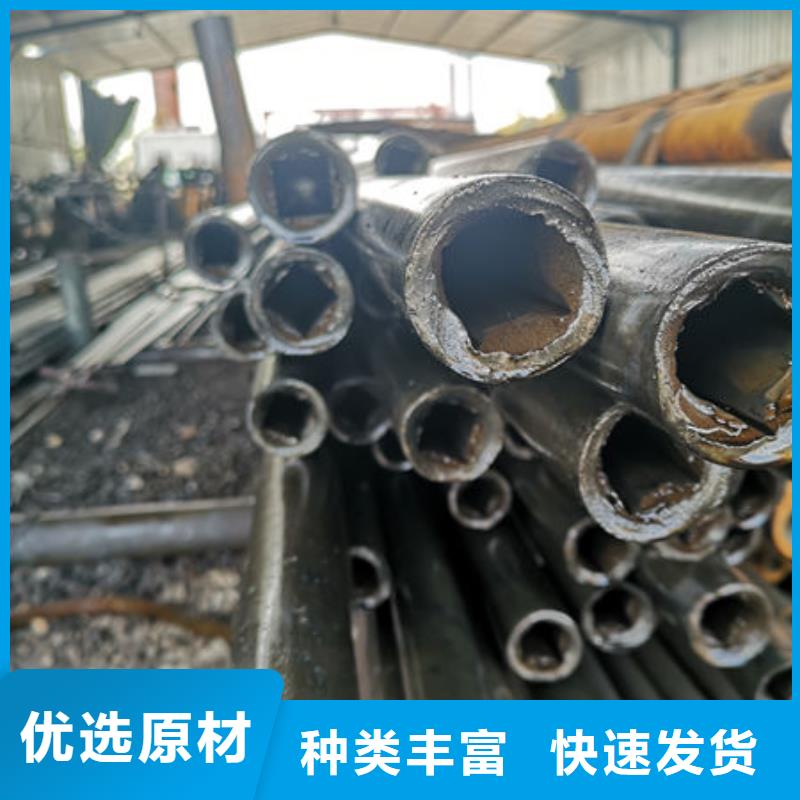
精密加工的精密无缝钢管。通常将由盘绕钢卷制成的螺旋无缝钢管加热并挤出。自动双丝双面电弧焊工艺用于电弧焊和电焊。原材料是卷钢,焊丝和焊剂。导入之前,请先进行严格的物理和化学测试。引线和尾部相连,精密加工的无缝管采用单线或多段弧焊,无缝钢管经过挤压加工后采用自动弧焊。成型前,接触点压力表用于控制带式输送机的气缸压力,以确保输送带的平稳输送。具有外部控制或内部控制程度的辊压成型。电焊焊接控制设备为了确保电焊焊接考虑到电弧焊和电焊的要求,严格控制管径,偏心测量和电焊间隙。
精密无缝钢管的内,外弧焊和电焊均应采用林肯自动焊机的单线或多段弧焊进行,并具有稳定的弧焊和电焊规格。进行检查以确保螺旋电焊无损检测技术的技术覆盖率。如果有缺陷,警报器将自动报警并喷洒,生产和加工人员可以随时调整过程的基本参数以及时缺陷。切割成无缝钢管后,每条精密加工的无缝钢管必须经过严格的事先制度,以检查精密无缝钢管的工艺性能,成分,粘结规格,使用性能和无损检测技术,以确保钢管的制造工艺合格。



如果通过手工超声波和X射线检查具有连续声学材料痕迹检测标记的焊接零件,如果有缺陷,则在修复后将再次基于无损检测技术,直到了明显的缺陷为止。在每个精密加工的无缝钢管上进行静水压力测试,并进行径向径向气密性测试。管道的对接焊和螺旋电焊的交叉焊。精密无缝钢管根据生产工艺的不同,分为热轧(挤压加工)无缝钢管和冷拔(轧制)无缝钢管两种。冷拔(轧制)管分为两种:螺杆管和异型管。精密无缝钢管的性能指标监控可以基于液压(水)压力测试,压扁测试,拉伸测试和扩口测试的四个方面。在生产和制造过程中检测精密无缝钢管的综合性能指标非常有用。压力,展平,弯曲,扩口试验等。
1.液(水)压试验:将一定压力的水倒入待测无缝管中,并保持一定时间(试验压力值和调节电极时间按标准规定),而且没有漏水。此测试是高质量的监视,通常在产品检查中看到。
2.挤压扁钢试验:将精密无缝钢管接头放在两个扁形焊接夹具的中间,在两个焊接夹具之间施加力,使其超过规定值,并检查变形区域是否没有缝隙或裂纹。
3.拉伸试验:将精密无缝钢管插入弯曲试验机中,按照标准弯曲芯截面,弯曲至标准要求的角度后,弯曲位置表面无裂纹或开裂。
4.扩孔试验将精密无缝钢管放在放置面上,向上张开嘴,将用标准锥度代替的顶部中心插入无缝管中,直到试验直径扩孔率超过标准为止。表面的一部分出现裂纹或裂纹等缺陷。

