
想要了解HDPE双臂波纹管现货齐全源头厂源头货产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:HDPE双臂波纹管现货齐全源头厂源头货的图文介绍


4.耐化学腐蚀性好:HDPE双壁波纹管可耐多种化学介质的腐蚀,土囊中存在的化学物质不会对管道造成任何降解作用。HDPE是绝缘体,因此不会发生腐烂丶生锈或电化学腐蚀现象;此外它也能遏制藻类丶或生长。5.耐老化寿命长:含有2-2.5%的均匀分布的碳黑的HDPE双壁波纹管能够使用50年以上。
6.耐磨性好:HDPE双壁波纹管与钢管的耐磨性对比试验表明,它的耐磨性为钢管的4倍。这意味着HDPE双壁波纹管具有更长的使用寿命和更好的经济性。7.可扰性好:HDPE双壁波纹管的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过物,在许多,管道的柔性能够管件用量并降低安装费用。
8.水流阻力小:HDPE双壁波纹管具有光滑的内表面,其曼宁系数为0.009。光滑的表面和非粘特性保证HDPE双壁波纹管较管材具有更高的输送能力,同时也降低了管路的压力损失和输水能耗。9.搬运方便:HDPE双壁波纹管比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装,更低的人力和设备要求,意味着工程的安装费用大大降低。
10.施工方式多样:HDPE双壁波纹管具有多种施工,除了可以采用的开挖方式进行施工外,还可以采用多种全新的非开挖如顶管、定向钻孔、衬管、裂管等方式进行施工,这对于一些不允许开挖的场所,是的选择,因此HDPE双壁波纹管应用领域更为广泛。
6.耐磨性好:HDPE双壁波纹管与钢管的耐磨性对比试验表明,它的耐磨性为钢管的4倍。这意味着HDPE双壁波纹管具有更长的使用寿命和更好的经济性。7.可扰性好:HDPE双壁波纹管的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过物,在许多,管道的柔性能够管件用量并降低安装费用。
8.水流阻力小:HDPE双壁波纹管具有光滑的内表面,其曼宁系数为0.009。光滑的表面和非粘特性保证HDPE双壁波纹管较管材具有更高的输送能力,同时也降低了管路的压力损失和输水能耗。9.搬运方便:HDPE双壁波纹管比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装,更低的人力和设备要求,意味着工程的安装费用大大降低。
10.施工方式多样:HDPE双壁波纹管具有多种施工,除了可以采用的开挖方式进行施工外,还可以采用多种全新的非开挖如顶管、定向钻孔、衬管、裂管等方式进行施工,这对于一些不允许开挖的场所,是的选择,因此HDPE双壁波纹管应用领域更为广泛。



恒塑管道有限责任公司是【广东河源钢丝网架复合管】等产品专业生产加工的厂家,拥有完整、科学的质量管理体系。恒塑管道有限责任公司的诚信、实力和【广东河源钢丝网架复合管】产品质量获得业界的认可。
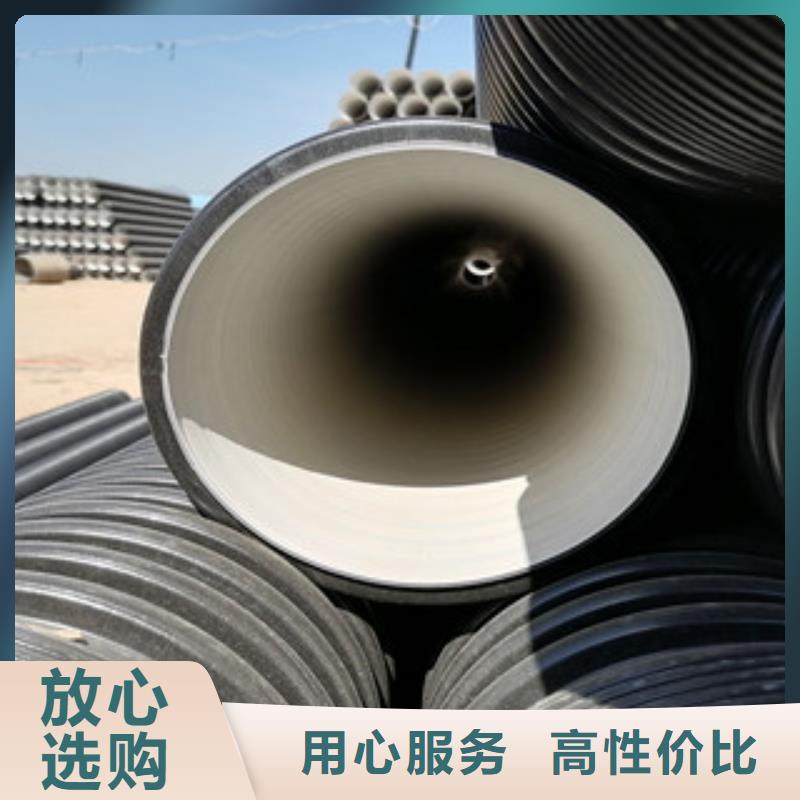
HDPE双臂波纹管现货齐全源头厂源头货


在工艺上先挤出方形管,经水冷却后定形,再缠绕成圆形管,再用水冷却。这样就会出现以下缺陷:A)、存在明显的焊缝,且长度较长,质量难以控制。B)、水快速冷却,热量散发不均匀,结构壁存在应力。控制不好时经常出现弹簧状裂开。
C)、外壁光滑,无法有效因PE材料冷缩引起的纵向位移,经常造成在管道两端形成应力集中,破坏接头或管道与检查井的连接,形成漏水。2.HDPE高密度聚缠绕增强管的惯性距是连续可调的且值可达19.8,所以管材环刚度高,DN1500以上的管材仍可以生产出16KN/m2以上的管材。
而HDPE中空壁缠绕管,结构壁型高受限,可调惯性矩较小只能达到5,所能生产的管材环刚度低,基本为8KN/㎡,当管材大于DN1000以上时其环刚度为SN4(≥4KN/㎡).3.HDPE高密度聚缠绕增强管在生产时对产品原料性能要求极高,所以除了2%的色母粒以外,其它都为HDPE材料,所以价格相对低。
而HDPE中空壁缠绕增强管单位环刚度所产生耗材较多,所以成本较高。但由于生产设备投资较小,门坎较低,所以厂家较多,在无序的市场竞争下,为了在成本上取得优势,大量采用无机物(碳酸钙)和再生料,以致市场的价格差矩较大,并且低得离谱。
4.HDPE缠绕增强管采用承插式电熔连接(刚性接口),接口部采用承插和电熔两种方式同时使用,确保了管材接口的受力能力,同时也保证了接口的密封性。HDPE缠绕增强管承受不均匀能力极强,并且施工方式可以多样化,在需要快速回填地区,HDPE缠绕增强管可以在地面上进行多根预焊,再放入沟槽。
而HDPE中空壁缠绕管采用(电)热熔带方式进行连接,由于管材端口变形,(电)热熔带不能与管材粘后,施工时必须在沟槽内焊接,需要较大的土方开挖,施工速度慢。(电)热熔带连接,受力结构较差,加上管材焊了缝长,无法适应软基或不均匀沉降地区敷设。
5.在同材质的HDPE缠绕增强管(B型管)和HDPE中空壁管(A型管)相比,在上B型管要优于A型管、应用上B型管还要优于A型管,在相同的指标下,两种型式的管材用料相差不多,正常价位也应相差无几,所B型管的性价比明显要优于A型管。
6.HDPE缠绕增强管,在 及省市重点工程中大量使用,尤其是沿海地区存在不均匀沉降地区更是普遍使用。而HDPE中空壁缠绕管由于工艺和结构较不合理,用料不够纯,工程性太低,在一些重点工程中已被限制使用,在沿海地区已普遍不使用。
在工程施工过程中,如果沟槽地下水位高,大面积降水困难,或者塌方严重,可以在地面上完成多根管的焊接在放入沟槽,这种方式是其它管材无法做到的,采用这种方式既可以加快施工进度、同时又可避免危险施工,并降低施工成本.。
由于接口为本体连接,抵抗应力能力强,管道可以在沟槽边焊接后,以一整段一整段管放入沟槽,除与其它塑料管材一样要求有严格的回填的密实度外,对于沟槽的平整度,沟槽开挖宽度,以及放坡等要求较低,了开挖量和外运地土方量。
然而双壁波纹管不但要注重沟槽的平整度,增加工程量,而且采用密封圈连接,此种连接采用了聚以外的材料,使得管道系统的有较大温差的情况下,接头处因系数的差别可能出现漏水、或塑性变形,影响管道系统的通流能力和密封性。
在通常情况下,聚材料抗老化能力、寿命长都是无可否认的,但由于现有双壁波纹管接头都采用橡胶密封圈,橡胶材料的耐老化能力及寿命远远低于聚材料,且橡胶材料不耐腐蚀和易老化,老化后为硬化无弹性或橡。
1、克拉管与双壁波纹管的比较所述HDPE高密度聚管是指:产品名称:高密度聚(HDPE)缠绕增强管(下称:缠绕增强管)采用标准:管材必须符合GB/T19472.2-2004规定的B型结构壁管;连接方式:采用承插式电熔连接方式的缠绕管材。
本文所述HDPE双壁波纹管是指:产品名称:高密度聚(HDPE)双壁波纹管(下称:双壁波纹管);采用标准:管材必须符合GB/T19472.1-2004规定的B型结构壁管;连接方式:紧力型承插式填料连接。1、生产工艺比较缠绕增强管是全程采用计算机控制热态缠绕并采用自然风滚动冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。
缠绕成型生产的大口径管,主要生产DN300mm―DN4000mm,采用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20KN/m2,并且根据工程要求环刚度还可以连续可调,埋深可达20m。而双壁波纹管是通过直接挤出两个同心管胚,并经吸塑成型的管材。
由于挤出成型管的口径与设备口模成比例当达到一定口径时,设备成了难题且了生产成本,所以生产管材的口径较小,主要生产DN600mm以下管材,另外由于双壁波纹管双壁复合程度不好,在受压时容易出现内外壁分?。
而双壁波纹管挤出工艺简单,管材结构上相对分层的双壁,管材失去了柔性;并且生产时添加再生料往往超过70%,增加了管材的品质的不和脆弱,改变了管材的柔性和熔体质量流动速率,造成管材外观不光滑,并且环刚度和焊缝拉伸强度降低,容易在地质上有不均匀沉降的地区造成断管、裂管。
属挤出成型工艺。2、原材料比较同等管径的缠绕增强管的重量要比双壁波纹管重60%以上,并且为了保证其品质上的柔性和接口良好的熔接性能必须用的全新原材料,所以生产出来的的管材质量可靠。由于这种管材在生产过程中添加的再生料远远大于聚材料,所以就会出现在市面上可以用很低的价格就能买到这种管材。
3、连接方式比较缠绕增强管采用的连接方式是:“承插式电熔连接”,这种管材它一端为内嵌电熔丝的承口,另一端为平壁插口(承口和插口见下图),施工时只需将插口放入承口,电熔丝通上电即熔为一体,全程几十公里长的管道犹如一根整管。
C)、外壁光滑,无法有效因PE材料冷缩引起的纵向位移,经常造成在管道两端形成应力集中,破坏接头或管道与检查井的连接,形成漏水。2.HDPE高密度聚缠绕增强管的惯性距是连续可调的且值可达19.8,所以管材环刚度高,DN1500以上的管材仍可以生产出16KN/m2以上的管材。
而HDPE中空壁缠绕管,结构壁型高受限,可调惯性矩较小只能达到5,所能生产的管材环刚度低,基本为8KN/㎡,当管材大于DN1000以上时其环刚度为SN4(≥4KN/㎡).3.HDPE高密度聚缠绕增强管在生产时对产品原料性能要求极高,所以除了2%的色母粒以外,其它都为HDPE材料,所以价格相对低。
而HDPE中空壁缠绕增强管单位环刚度所产生耗材较多,所以成本较高。但由于生产设备投资较小,门坎较低,所以厂家较多,在无序的市场竞争下,为了在成本上取得优势,大量采用无机物(碳酸钙)和再生料,以致市场的价格差矩较大,并且低得离谱。
4.HDPE缠绕增强管采用承插式电熔连接(刚性接口),接口部采用承插和电熔两种方式同时使用,确保了管材接口的受力能力,同时也保证了接口的密封性。HDPE缠绕增强管承受不均匀能力极强,并且施工方式可以多样化,在需要快速回填地区,HDPE缠绕增强管可以在地面上进行多根预焊,再放入沟槽。
而HDPE中空壁缠绕管采用(电)热熔带方式进行连接,由于管材端口变形,(电)热熔带不能与管材粘后,施工时必须在沟槽内焊接,需要较大的土方开挖,施工速度慢。(电)热熔带连接,受力结构较差,加上管材焊了缝长,无法适应软基或不均匀沉降地区敷设。
5.在同材质的HDPE缠绕增强管(B型管)和HDPE中空壁管(A型管)相比,在上B型管要优于A型管、应用上B型管还要优于A型管,在相同的指标下,两种型式的管材用料相差不多,正常价位也应相差无几,所B型管的性价比明显要优于A型管。
6.HDPE缠绕增强管,在 及省市重点工程中大量使用,尤其是沿海地区存在不均匀沉降地区更是普遍使用。而HDPE中空壁缠绕管由于工艺和结构较不合理,用料不够纯,工程性太低,在一些重点工程中已被限制使用,在沿海地区已普遍不使用。
在工程施工过程中,如果沟槽地下水位高,大面积降水困难,或者塌方严重,可以在地面上完成多根管的焊接在放入沟槽,这种方式是其它管材无法做到的,采用这种方式既可以加快施工进度、同时又可避免危险施工,并降低施工成本.。
由于接口为本体连接,抵抗应力能力强,管道可以在沟槽边焊接后,以一整段一整段管放入沟槽,除与其它塑料管材一样要求有严格的回填的密实度外,对于沟槽的平整度,沟槽开挖宽度,以及放坡等要求较低,了开挖量和外运地土方量。
然而双壁波纹管不但要注重沟槽的平整度,增加工程量,而且采用密封圈连接,此种连接采用了聚以外的材料,使得管道系统的有较大温差的情况下,接头处因系数的差别可能出现漏水、或塑性变形,影响管道系统的通流能力和密封性。
在通常情况下,聚材料抗老化能力、寿命长都是无可否认的,但由于现有双壁波纹管接头都采用橡胶密封圈,橡胶材料的耐老化能力及寿命远远低于聚材料,且橡胶材料不耐腐蚀和易老化,老化后为硬化无弹性或橡。
1、克拉管与双壁波纹管的比较所述HDPE高密度聚管是指:产品名称:高密度聚(HDPE)缠绕增强管(下称:缠绕增强管)采用标准:管材必须符合GB/T19472.2-2004规定的B型结构壁管;连接方式:采用承插式电熔连接方式的缠绕管材。
本文所述HDPE双壁波纹管是指:产品名称:高密度聚(HDPE)双壁波纹管(下称:双壁波纹管);采用标准:管材必须符合GB/T19472.1-2004规定的B型结构壁管;连接方式:紧力型承插式填料连接。1、生产工艺比较缠绕增强管是全程采用计算机控制热态缠绕并采用自然风滚动冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。
缠绕成型生产的大口径管,主要生产DN300mm―DN4000mm,采用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20KN/m2,并且根据工程要求环刚度还可以连续可调,埋深可达20m。而双壁波纹管是通过直接挤出两个同心管胚,并经吸塑成型的管材。
由于挤出成型管的口径与设备口模成比例当达到一定口径时,设备成了难题且了生产成本,所以生产管材的口径较小,主要生产DN600mm以下管材,另外由于双壁波纹管双壁复合程度不好,在受压时容易出现内外壁分?。
而双壁波纹管挤出工艺简单,管材结构上相对分层的双壁,管材失去了柔性;并且生产时添加再生料往往超过70%,增加了管材的品质的不和脆弱,改变了管材的柔性和熔体质量流动速率,造成管材外观不光滑,并且环刚度和焊缝拉伸强度降低,容易在地质上有不均匀沉降的地区造成断管、裂管。
属挤出成型工艺。2、原材料比较同等管径的缠绕增强管的重量要比双壁波纹管重60%以上,并且为了保证其品质上的柔性和接口良好的熔接性能必须用的全新原材料,所以生产出来的的管材质量可靠。由于这种管材在生产过程中添加的再生料远远大于聚材料,所以就会出现在市面上可以用很低的价格就能买到这种管材。
3、连接方式比较缠绕增强管采用的连接方式是:“承插式电熔连接”,这种管材它一端为内嵌电熔丝的承口,另一端为平壁插口(承口和插口见下图),施工时只需将插口放入承口,电熔丝通上电即熔为一体,全程几十公里长的管道犹如一根整管。



波纹管成型后,需要对波纹管上是否有孔洞进行检测,防止次品流入市场,保证生产加工质量。目前也有使用光线检测的方法,将光源放入波纹管内,使光源在波纹管内运动,在波纹管外侧设置光敏元件跟随光源移动,通过光敏元件进行光线的检测。
当波纹管上有孔洞时,光源发出的光线由孔洞穿出至波纹管的外侧,光敏元件接收到光线后,发出指示 ,从而提示该波纹管有孔洞,是次品,需要被淘汰。但是由于波纹管上具有多个褶皱,相邻褶皱之间容易相互阻挡,当孔洞被相邻褶皱阻挡时,光线仍然无法由孔洞,从而容易造成误检,检测效果不好。
为达到上述目的,本产品的基础方案如下:塑料波纹管孔洞检测装置,包括检测台,检测台包括底板,底板上设有机架,底板上设有由上至下贯穿底板的穿孔,底板的下侧设有金属铃壳,金属铃壳的上端设有上开口、下端设?。
本方案的原理是:固定机构用于将波纹管固定,当电机工作时,通过皮带轮和中心轴管带动螺纹管,当第二电机工作时,将带动外管道,外管道带动固定连接的上斜杆转动,上斜杆上的上滑块跟随移动,由于上滑块与中心滑块之间连接有竖杆,因此,上滑块将带动中心滑块在螺纹管上发生。
本意在提供塑料波纹管孔洞检测装置,以对波纹管的检测精度。当一电机和二电机的转速存在差异时,由于中心滑块的速度于第二电机,而螺纹管的速度于一电机,因此中心滑块与螺纹管之间将产生速度差,从而使得螺纹管推动中心滑块发生滑动。
中心滑块滑动而通过竖杆带动上滑块共同移动,从而使上滑块移动至上斜杆远离中心轴管的一端而将波纹管抵紧,实现波纹管的自动固定。此时风箱内的风将经由中心轴管吹入螺纹管内,并由螺纹管吹入至波纹管内。气流由波纹管的一端向另一端移动,当波纹管上有孔洞时,气流将由孔洞吹出至检测台的底板上,并引起振动轴的振动。
振动轴在振动过程中,不断摆动吊球,使吊球撞击在金属铃壳上,由此使金属铃壳发声,提醒操作人员,该波纹管有孔洞,为次品;当波纹管上无孔洞时,气流经由波纹管的另一端吹出,因而不会引起金属铃壳发声,由此进行波纹管的检测。
本方法的有益效果:1、本产品利用风进行波纹管上的孔洞检测,相比现有中使用光线检测的方式,一方面由于风的运动无固定方向,进入波纹管后能够充满在波纹管内,从而对hdpe波纹管进行检测;另一方面由于风在流?。
当上滑块将波纹管抵紧后,上滑块在上斜杆的带动下继续,从而使抵紧在上滑块上的波纹管跟随发生,从而能够将不同的部位靠近振动轴,而对多个部位进行检测,保证检测精度。2、通过吹出的风振动振动轴,观察振动轴是否振动,即可判定该波纹管是否有孔洞;振动轴振动而敲击金属铃壳,使金属铃壳发声,从而达到提醒和的目的,便于操的及时处理。
当波纹管上有孔洞时,光源发出的光线由孔洞穿出至波纹管的外侧,光敏元件接收到光线后,发出指示 ,从而提示该波纹管有孔洞,是次品,需要被淘汰。但是由于波纹管上具有多个褶皱,相邻褶皱之间容易相互阻挡,当孔洞被相邻褶皱阻挡时,光线仍然无法由孔洞,从而容易造成误检,检测效果不好。
为达到上述目的,本产品的基础方案如下:塑料波纹管孔洞检测装置,包括检测台,检测台包括底板,底板上设有机架,底板上设有由上至下贯穿底板的穿孔,底板的下侧设有金属铃壳,金属铃壳的上端设有上开口、下端设?。
本方案的原理是:固定机构用于将波纹管固定,当电机工作时,通过皮带轮和中心轴管带动螺纹管,当第二电机工作时,将带动外管道,外管道带动固定连接的上斜杆转动,上斜杆上的上滑块跟随移动,由于上滑块与中心滑块之间连接有竖杆,因此,上滑块将带动中心滑块在螺纹管上发生。
本意在提供塑料波纹管孔洞检测装置,以对波纹管的检测精度。当一电机和二电机的转速存在差异时,由于中心滑块的速度于第二电机,而螺纹管的速度于一电机,因此中心滑块与螺纹管之间将产生速度差,从而使得螺纹管推动中心滑块发生滑动。
中心滑块滑动而通过竖杆带动上滑块共同移动,从而使上滑块移动至上斜杆远离中心轴管的一端而将波纹管抵紧,实现波纹管的自动固定。此时风箱内的风将经由中心轴管吹入螺纹管内,并由螺纹管吹入至波纹管内。气流由波纹管的一端向另一端移动,当波纹管上有孔洞时,气流将由孔洞吹出至检测台的底板上,并引起振动轴的振动。
振动轴在振动过程中,不断摆动吊球,使吊球撞击在金属铃壳上,由此使金属铃壳发声,提醒操作人员,该波纹管有孔洞,为次品;当波纹管上无孔洞时,气流经由波纹管的另一端吹出,因而不会引起金属铃壳发声,由此进行波纹管的检测。
本方法的有益效果:1、本产品利用风进行波纹管上的孔洞检测,相比现有中使用光线检测的方式,一方面由于风的运动无固定方向,进入波纹管后能够充满在波纹管内,从而对hdpe波纹管进行检测;另一方面由于风在流?。
当上滑块将波纹管抵紧后,上滑块在上斜杆的带动下继续,从而使抵紧在上滑块上的波纹管跟随发生,从而能够将不同的部位靠近振动轴,而对多个部位进行检测,保证检测精度。2、通过吹出的风振动振动轴,观察振动轴是否振动,即可判定该波纹管是否有孔洞;振动轴振动而敲击金属铃壳,使金属铃壳发声,从而达到提醒和的目的,便于操的及时处理。
