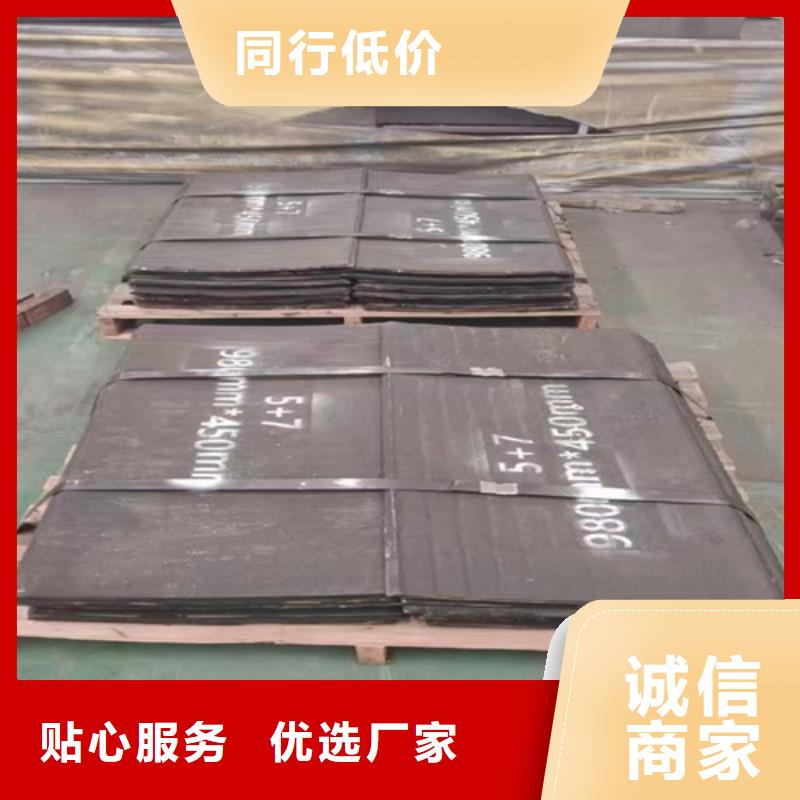
以下是:8+6堆焊耐磨板切割打孔的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
以下是:8+6堆焊耐磨板切割打孔的图文视频
8+6堆焊耐磨板切割打孔,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供8+6堆焊耐磨板切割打孔,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,请联系【多麦金属】高锰耐磨耐候钢板生产厂家,发货地:经济技术开发区创业大厦B塔310发货到江苏省 宿迁市 宿城区、宿豫区、沭阳县、泗阳县、泗洪县。 江苏省,宿迁市 宿迁是西楚霸王项羽的故乡,有着5000多年的文明史和2700多年的建城史,曾是钟吾国都城,历史悠久,人文荟萃,素有“华夏文明之脉、江苏文明之根、楚汉文化之魂”之称。宿迁是酒文化的发源地之一,有中国白酒之都称号,洋河、双沟两大名酒出产于此。宿迁坐拥骆马湖、洪泽湖两大淡水湖,大运河、古黄河、淮沭新河等众多河流穿境而过。乾隆皇帝六下江南五次驻跸于此,赞叹宿迁为“江山春好处”。
为了让您更地了解我们的8+6堆焊耐磨板切割打孔,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:8+6堆焊耐磨板切割打孔的图文介绍


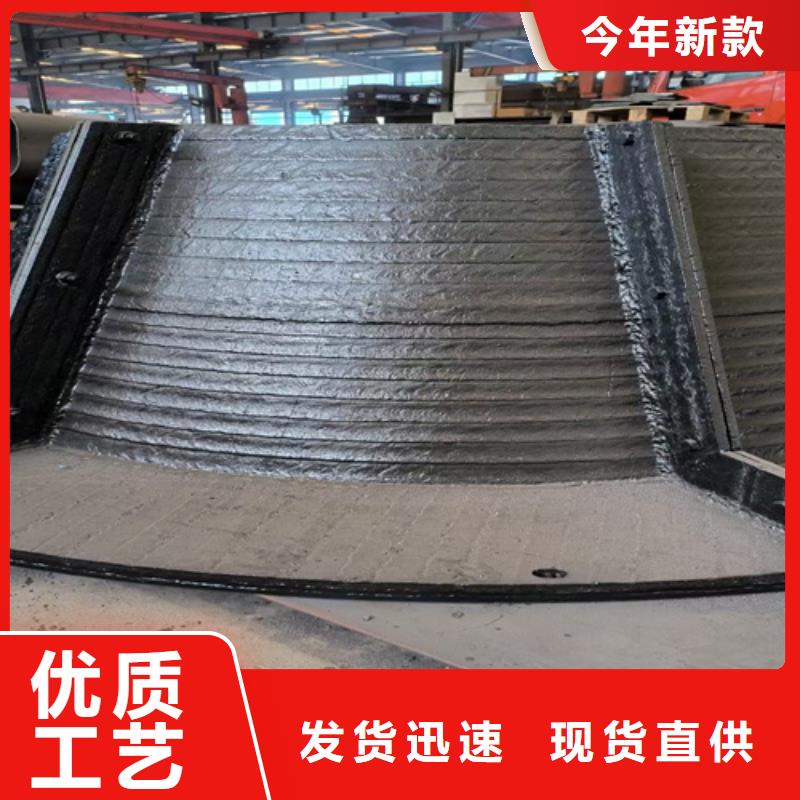
磨损分析2.1受力分析钻箱在运动过程中受偏载力的现象很严重,而且导向板接触面上受到的力很不均匀,且从中部到下边缘的力从零均匀增加到大值q。由于导向板边缘受到的力大,且在运动过程中存在很严重的磨粒磨损现象,导致导向板的边缘很容易受到磨损。接触面上的摩擦系数如增大,载荷和比压也都会随着增大,磨损现象也会加重;但是当材料发生变化时,其受到的载荷和比压也都不同。可见如在同样的工况下,导向板的材料因素是影响其磨损速度的主要原因。经过力学方面的分析,可以得出如在同样的工况下,材料的力学性能和是影响导向板磨损速度的主要因素。2.2分析使用布氏硬度机,检测现有导向板材料和钻架主体材料的HB值。可以测出现有导向板材料的HB平均值为110,而钻架主体材料的HB平均值为200,后者的硬度是前者硬度的1.7倍,为典型的软材料和硬材料的配对摩擦副。现役导向板材料与钻架主体材料的硬度差很大,很可能是导致现有导向板材料不足的重要原因。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家成立多年以来,始终秉承“诚信为本、服务至上”的宗旨,公司所有 江苏宿迁45#钢板产品用料精良,通过服务获得客户的满意; 提高客户对 江苏宿迁45#钢板的信赖。 近年来,企业发展突飞猛进,生产规模迅速扩大, 江苏宿迁45#钢板产品质量稳步提高,各项管理逐步规范,销售额逐年猛增。我们愿以完善的质量体系, 勇于开拓、高信誉与各地区的客商携手合作,开创美好未来!


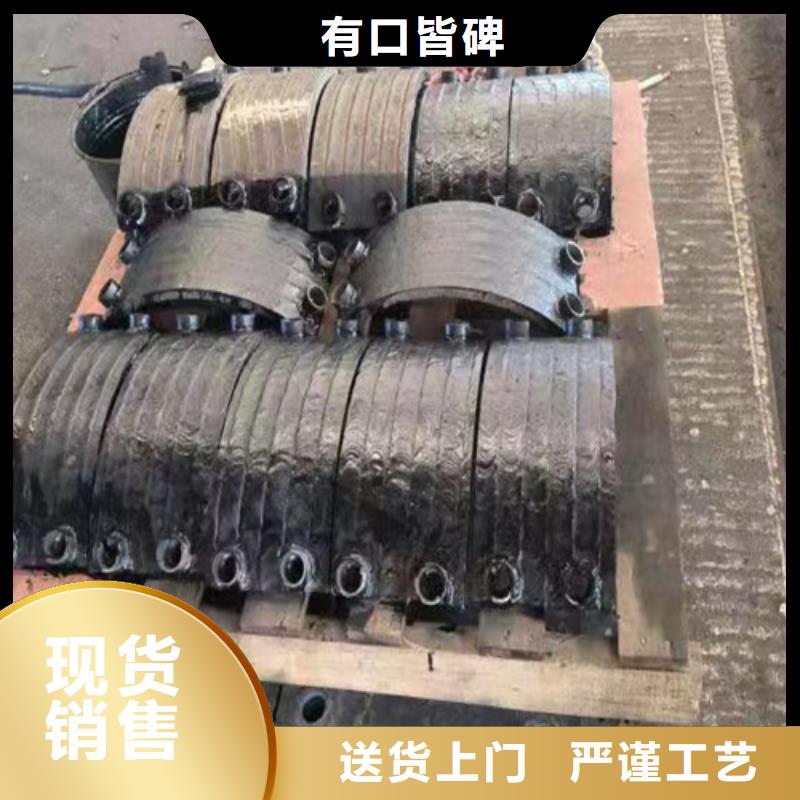
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、江苏宿迁送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



正常失效的叶片磨面形貌观察表明:常用叶片磨面受弹丸的切削作用和冲击作用而造成的切削痕迹、江苏宿迁同城裂纹和剥落坑比试制叶片严重的多,因而其耐磨性比试制叶片低;磨面形貌差异的原因是由于这两种复合耐磨钢板叶片的共晶碳化物形态和分布的特征不同以及叶片的硬度不同而造成的。北京耐默科技有限公司是一家专门从事堆焊双金属复合耐磨钢板、江苏宿迁同城堆焊药芯耐磨焊丝材料研发、江苏宿迁同城生产与销售,以及各类抗磨损技术服务的高新科技型企业。生产的耐磨复合钢板、江苏宿迁同城复合耐磨钢板、江苏宿迁同城双金属耐磨衬板、江苏宿迁同城高铬堆焊钢板、江苏宿迁同城堆焊复合钢板、江苏宿迁同城碳化铬耐磨板的综合性能均达到国际先进水平。复合耐磨钢板



根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、江苏宿迁本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板
8+6堆焊耐磨板切割打孔,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供8+6堆焊耐磨板切割打孔产品案例,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310。