



钢板的尺寸、外形、重量及允许偏差符合GB/T709-2006的规定,该标准的四类厚度偏差类别可供用户选择。
为增加标准的灵活性, 限度满足用户要求,体现标准的 自由度原则,本标准规定经供需双方协议,可供应其他尺寸、外形偏差的钢板。


1. 选择合适的堆焊材料:如优质的低氢堆焊材料和低氢的堆焊方法。对重要的堆焊结构,应采用超低氢、高韧性的堆焊材料,耐磨钢板、焊剂使用前应按规定烘干。
2. 焊前仔细堆焊耐磨板表面上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
3. 采用低匹配的焊缝或“软层堆焊”的方法,对防止冷裂纹也是有效的。
4. 避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生



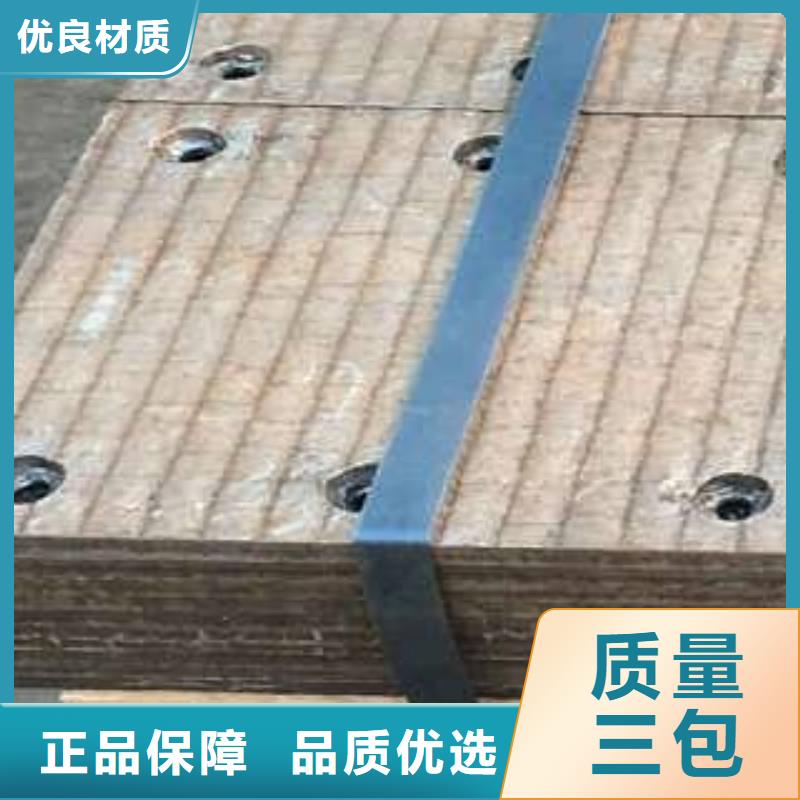
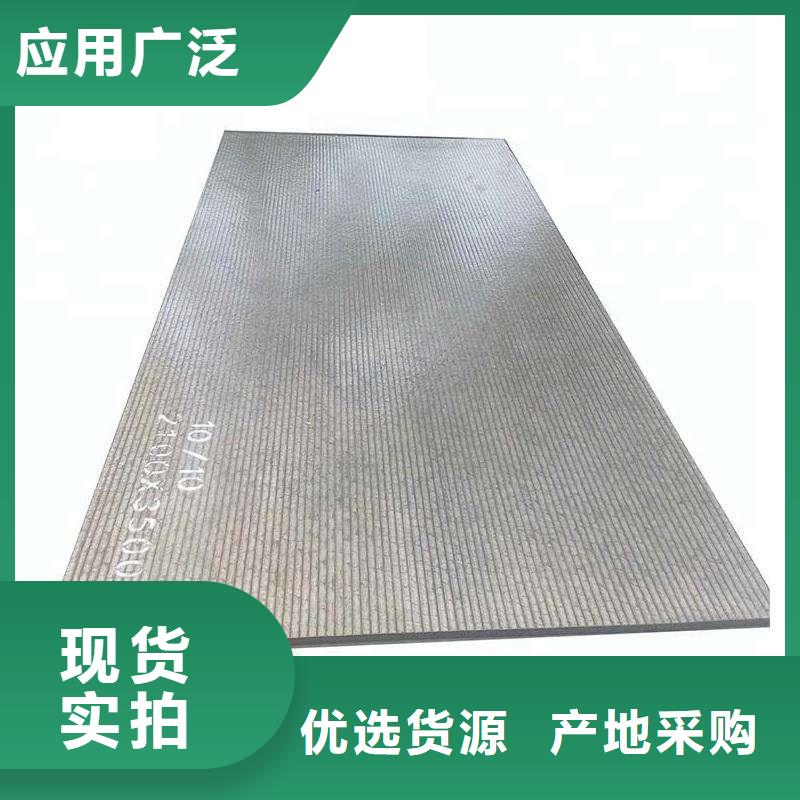
高抗磨损性能:全自动的数控堆板设备,不依赖人工的焊接技术,生产出完全合格的高质量产品,特殊的全自动焊接技术使耐磨层的铬含量控制在28%以上,硬度在58-62之间,充分保证我们的耐磨层有持续良好、均衡的耐磨性。经冶金、水泥等行业的磨损试验,证实耐磨复合钢板耐磨层的耐磨性相当于同等厚度的16Mn板的30倍以上
A、可在>5mm厚度的基板堆焊4、6、8、10mm等厚度的耐磨层,耐磨层 厚度可达30mm.
B、可提供3400*1400mm,3500*1400mm,3500*2100mm的标准版.


堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


涌华金属科技有限公司自成立以来,就以“诚实经营,高质服务”作为服务理念,一方面积j i开拓 河南三门峡耐厚板市场,紧跟信息产业的发展潮流,不断增强 河南三门峡耐厚板中心技术实力,同时还大力加强内部管理,提高员工的整体素质,树立良好形象。并结合客户实际情况科学有效的 河南三门峡耐厚板方案!欢迎来电咨询!

