

气缸绗磨管的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:气缸绗磨管的图文介绍


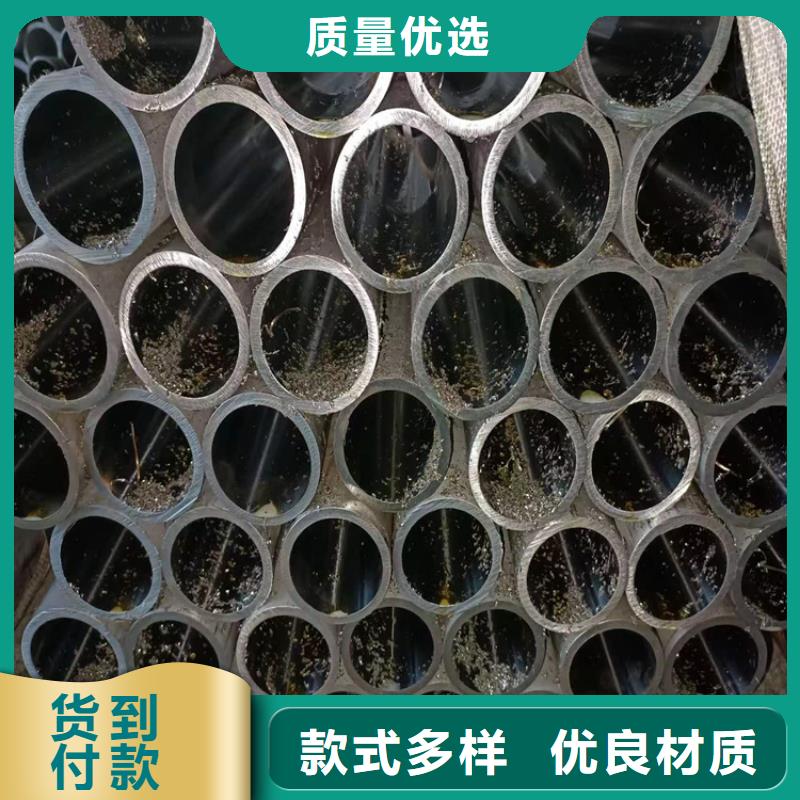
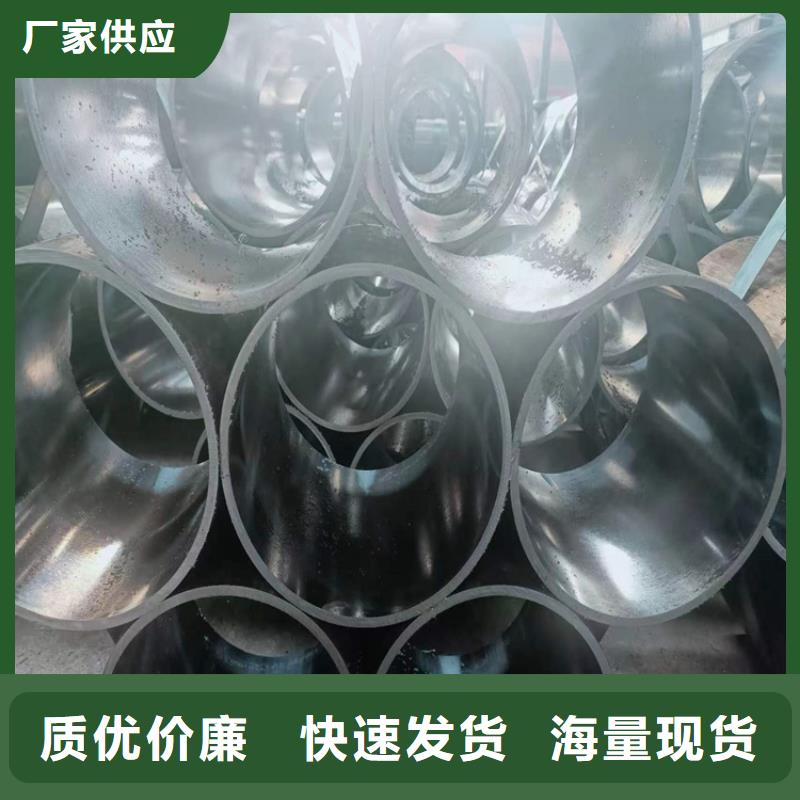
海南海口珩磨管油缸管绗磨管滚压管加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。



无论是电话或在线咨询,只要您需要安达液压机械有限公司会及时给予专业的答疑指导,我们为您提供专业的 海南海口珩磨管加工厂解决方案。


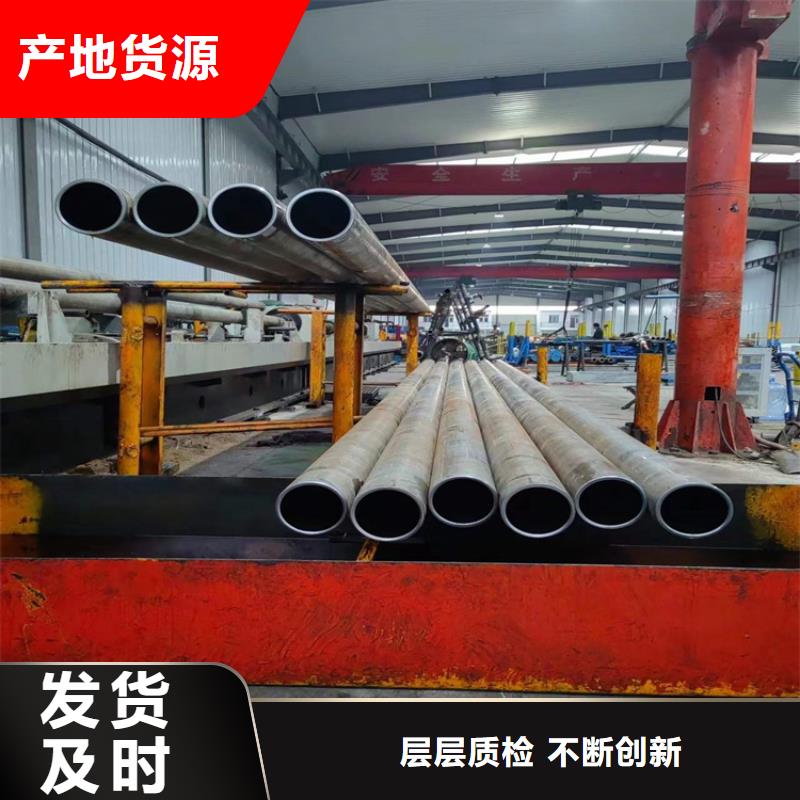
海南海口珩磨管油缸管绗磨管珩磨管淬火裂纹的宏观形态图2.1.1 材料冶金质量缩孔和严重的轧制缺陷造成材料明显的不均匀性,这时材料是不宜进行热处理的。而不少材料的冶金缺陷均可能单独与宏观或微观的内应力发生作用,促发珩磨管淬火裂纹。这些冶金质量问题包括:宏观偏析、固溶体偏析、固溶氢、锻轧缺陷、夹渣、铁素体珠光体带状组织及碳化物带状组织等。沿夹杂物扩展的珩磨管淬火裂纹2.1.2 材料含碳量和合金元 含碳量增加将降低马氏体的断裂强度。根据脆性固体理论断裂强度: 其中E、d值与含碳量相关,含碳量提高,马氏体中铁原子间结合力降低,弹形模量也降低,钢的断裂强度也随之降低。碳量增加,d值增加,使断裂强度降低。 而合金元素对珩磨管淬火裂纹的影响不一,例如Mn、Cr、V、Mo等元素与C一样,随其含量的增加而淬裂倾向变大。然而,B元素较为特殊,B能有效地提高淬透性。稀土元素对淬裂的影响研究甚少,说法不一。适量的稀土元素可减少位错移动所需要的摩擦力,因而有降低脆性破断倾向的作用。稀土元素富集于晶界,可净化和强化晶界,使P等杂质难以再偏集于晶界,可能起到减轻沿晶断裂的作用。滚压管



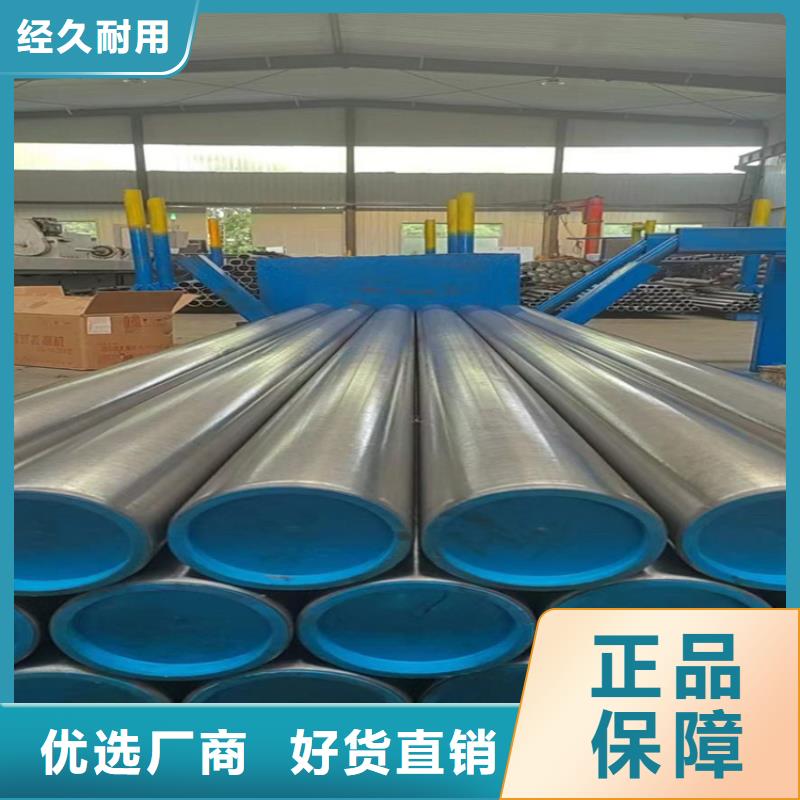
海南海口珩磨管油缸管绗磨管滚压管油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
