



想要更直观地了解不锈钢复合管护栏公司-制作精良产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:不锈钢复合管护栏公司-制作精良的图文介绍
把 内蒙古通辽不锈钢护栏烦恼交给绿洲金属科技有限公司、让我们为您提供专业优质的 内蒙古通辽不锈钢护栏解决方案!多年来服务万家客户,每批次 内蒙古通辽不锈钢护栏产品都经过严格质量体验,确保用户使用放心。


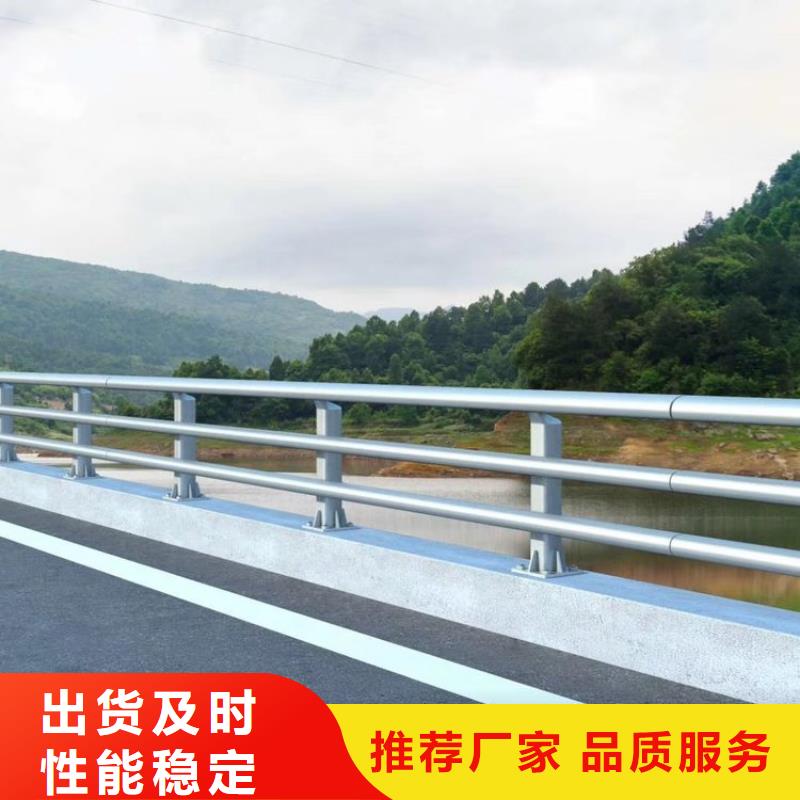
桥梁护栏是指设置于桥梁上的护栏。桥梁护栏的目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。 桥梁不锈钢复合管护栏在施工时还需要注意以下三点问题 1、护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下??设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。 2、当立柱打入过深时,不得将立柱拔出矫正,需将其余全部拔出,将其基础重新夯实后再打入,或调整立柱位置。 3、桥梁护栏应安装法兰盘,注意法兰盘的定位和立柱顶面标高的控制。



316不锈钢复合管护栏立柱栏杆的正确安装流程 1、316不锈钢立柱栏杆安装预埋件(后加埋件。 首先要放线,在土建基层上,这样做的目的是确定立柱固定点的位置,然后用冲击钻在立柱地面上钻孔,然后要做的就是将膨胀螺栓进行安装,这里要注意的是防止螺母固定不紧,钢板与螺母之间容易松动,所以在安装螺栓时要让螺栓有充分的长度在外面,待螺栓的位置确定以后,再把螺栓用工具拧紧,并且把螺杆与螺母接触的那一块地方焊死,这样螺母与钢板就不容易那么松动了。在此使用的这种方法并不仅仅适用于栏杆,同时也可适用于扶手与墙体面之间的连接。 2、放线 由于上面介绍的施工方案是适用于后加埋件,它的缺陷是容易出现一定的误差,所以在安装立柱之前首先要先确定焊接立杆的准确性和埋板的位置,这时候若出现偏差,需要把线重新放以做到及时改正。这里需要注意的是不锈钢立柱需要全部座落在钢板上,并且立柱的周围都可以进行焊接。 3、安装立柱 在进行立柱焊接的时候,一个人是无法操作的,要两个人一起才行,一个人需要扶住钢管保持焊接的时候不晃动并且要始终保持钢管是垂直的,还有一个人进行焊接操作,操作的过程中要符合焊接的规范,并且钢管的周围都要进行焊接。 4、扶手与立柱连接 在进行这一步操作之前首先需要在不锈钢立柱的上端加工一个凹槽,然后确定立柱的倾斜角度及所用扶手的圆度,这里放线时需要拉长线的,不然无法确定。然后将扶手在加工好的凹槽中直接放进去,按照顺序从扶手的一端向另一端进行点焊安装,要注意的是在安装过程中扶手与扶手之间的对 接要准确,焊接的缝要严实。待钢管与钢管对接好之后,用不锈钢焊条将接缝进行焊接。焊接前,必须先将焊缝周围的毛刺、锈斑、油污等干净。


不锈钢复合管护栏 1、通过观察、尺量检查、进场检验记录,确认栏杆造型、尺寸及安装位置是否符合设计要求。2、通过检查隐蔽工程检查记录,确认栏杆立柱固定点的数量、规格、位置及连接点是否符合设计要求。3、通过观察、尺量检查、手板检查,确认栏杆高度、立柱间距、安装位置必须符合设计要求。栏杆安装必须牢固、无松动。4、栏杆、扶手安装的允许偏差和检查方法应符合《高级装饰工程质量检验评定标准》护栏垂直度:2mm。吊线、尺量检查;栏杆间距:2mm。吊线、尺量检查;面管、横杆直顺度:3mm、拉通线、尺量检查;栏杆高度差:2mm、尺量检查。景观护栏的标准根据它的使用的环境和场所都是不一样的,对于景观护栏来说要不断地进行增强它的设计的标准和制作的流程,对于景观护栏要在保证性的前提下增强它的使用性能。景观护栏在设计上应该注意的事项和特征是有很多的,那么在设计上尤其是公共景点上更应该要讲究设计,这样的话景观护栏不仅仅是能够好用,更重要的还要会发挥出来更大的优势和水平。



不锈钢复合管护栏:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。 不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为201材质,304的效果,其次301。不锈钢复合管护栏我公司生产的钢板立柱大型数控异形切割机、离子切割机、冲床、镀锌、喷塑车间等,护栏立柱,护栏钢板立柱、各样式护栏钢板立柱,镀锌喷塑护栏立柱 复合管钢板立柱,各种异形钢板切割和钢板加工等。 不锈钢护栏施工工艺 一、工艺流程:施工准备--放样--下料--焊接安装--打磨--焊缝检查--抛光。 二、主要施工方法: 1、施工前应先进行现场放样,并计算出各种杆件的长度。 2、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 3、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 4、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 5、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。 6、杆件焊接组装完成后,对于无明显凹痕或凸出较大焊珠的焊缝,可直接进行抛光。对于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后必须使外观光洁、平顺、无明显的焊接痕迹。
