
不要错过这部精心制作的圆钢原厂直销产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:圆钢原厂直销的图文介绍
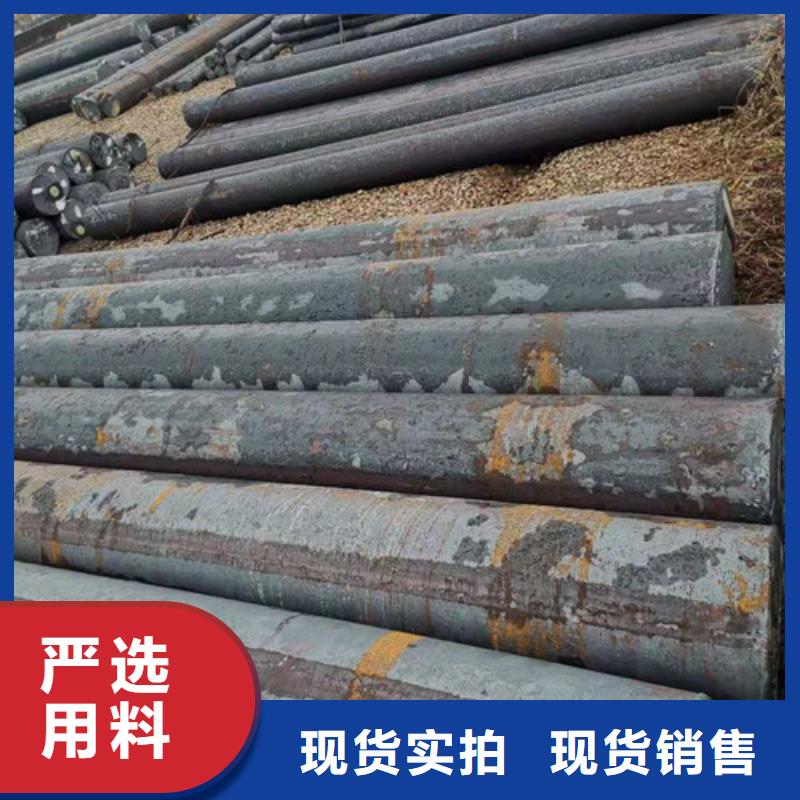
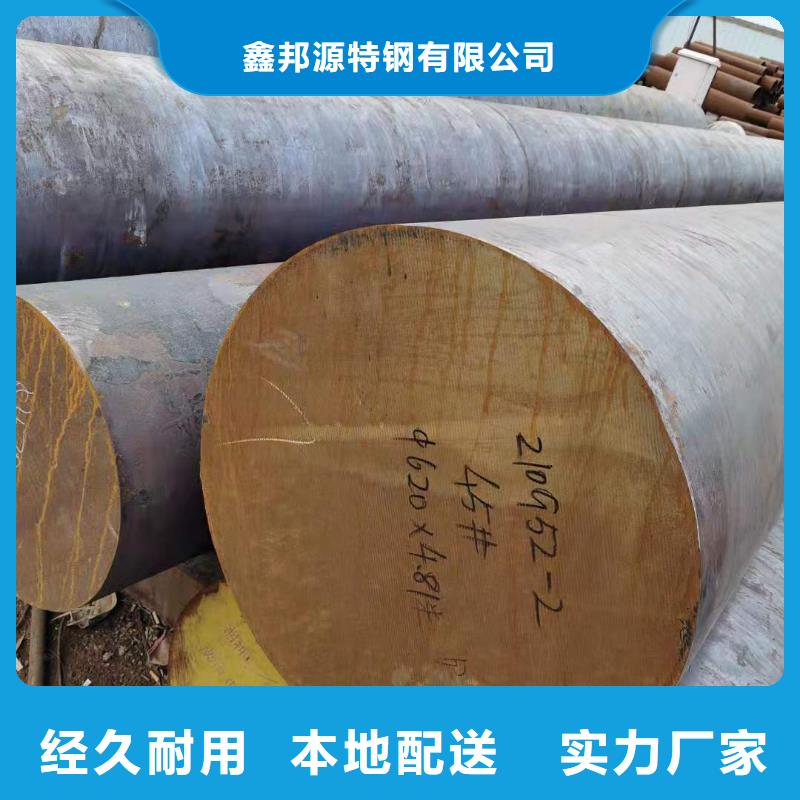
鑫邦源特钢有限公司生产销售 安徽铜陵合金钢管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。


在42crmo圆钢的生产过程中,厂家也是不断的对42crmo圆钢的工艺进行创新、改进,这也是社会发展中所提倡的做法。但是42crmo圆钢在生产过程中有些标准规范却是不能更改的,下面我们一起来看一下。
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。
对于以上规范,是我们在42crmo圆钢生产过程中不可以进行改变的,所以我们在进行操过程中一定要按照规范要求进行操作。
热加工规范:加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。正火规范:正火温度850~900°C,出炉空冷。高温回火规范:回火温度680~700°C,出炉空冷。淬、回火规范:预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。亚温强韧化规范:淬火温度900°C,回火温度560°C,硬度(37±1)。HRC感应淬回火规范:淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。
对于以上规范,是我们在42crmo圆钢生产过程中不可以进行改变的,所以我们在进行操过程中一定要按照规范要求进行操作。



影响冷拔圆钢成形精度的因素有哪些?
影响冷拔圆钢成形精度的因素很多,如原材料、预处理、冷拔模具的结构、冷拔方法、冷拔工艺等。影响冷拔精度的因素按误差性质可分为系统误差和随机误差,为了提高冷拔精度,国内外学者进行了大量研究并取得了一定的效果,如:反张力拉拔、辊式模拉拔法、强制润滑拉拔、无模拉拔、超声波振动拉拔等等,但这些研究解决的大都是系统误差,相对来说,随机误差由于它的随机性和不确定性,更加难以判断和控制。原材料的误差就是影响冷拔精度的随机误差,由于坯料的直径误差,势必会对冷拔成形精度产生影响,仅靠传统的冷拔模具是很难控制的,这是由于传统的冷拔模具一旦设计完成并投入生产,其结构和相关尺寸将不可改变,无法控制坯料误差的影响。
影响冷拔圆钢成形精度的因素很多,如原材料、预处理、冷拔模具的结构、冷拔方法、冷拔工艺等。影响冷拔精度的因素按误差性质可分为系统误差和随机误差,为了提高冷拔精度,国内外学者进行了大量研究并取得了一定的效果,如:反张力拉拔、辊式模拉拔法、强制润滑拉拔、无模拉拔、超声波振动拉拔等等,但这些研究解决的大都是系统误差,相对来说,随机误差由于它的随机性和不确定性,更加难以判断和控制。原材料的误差就是影响冷拔精度的随机误差,由于坯料的直径误差,势必会对冷拔成形精度产生影响,仅靠传统的冷拔模具是很难控制的,这是由于传统的冷拔模具一旦设计完成并投入生产,其结构和相关尺寸将不可改变,无法控制坯料误差的影响。


