


联系我们

20#无缝钢管定做各种材质规格
更新时间:2024-12-25 09:26:11 浏览次数:2 公司名称: 鑫森通达无缝钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 商议 |
| 供货总量 | 不限 |
| 运费说明 | 一天 |
| 无缝钢管 | 20#、45#、Q345B |
| 产地 | 聊城 |
| 品牌 | 鑫森 |
| 无缝方管 | Q345B、20# |


鑫森通达无缝钢管有限公司是一家以 辽宁盘锦冲压片设计、加工、安装为一体的实业公司,自公司成立以来一直遵循“追求、创造”的经营理念,承“信誉至上”的服务宗旨,坚持“质量与公司共存、信誉与客户同在”的质量方针.以雄厚的经济实力为基础、不断的开拓创新、积j i进取,从而赢得了较高的市场占有率,得到了广大客户的一致认可与好评迅速成为了行业中的佼佼者.目前公司的 辽宁盘锦冲压片业务正蒸蒸日上、稳健发展,我们将一如既往的为广大客户提供优良的 辽宁盘锦冲压片产品和的售后服务,携各界同仁之手为 辽宁盘锦冲压片行业的欣荣、国民经济的富强而斗!


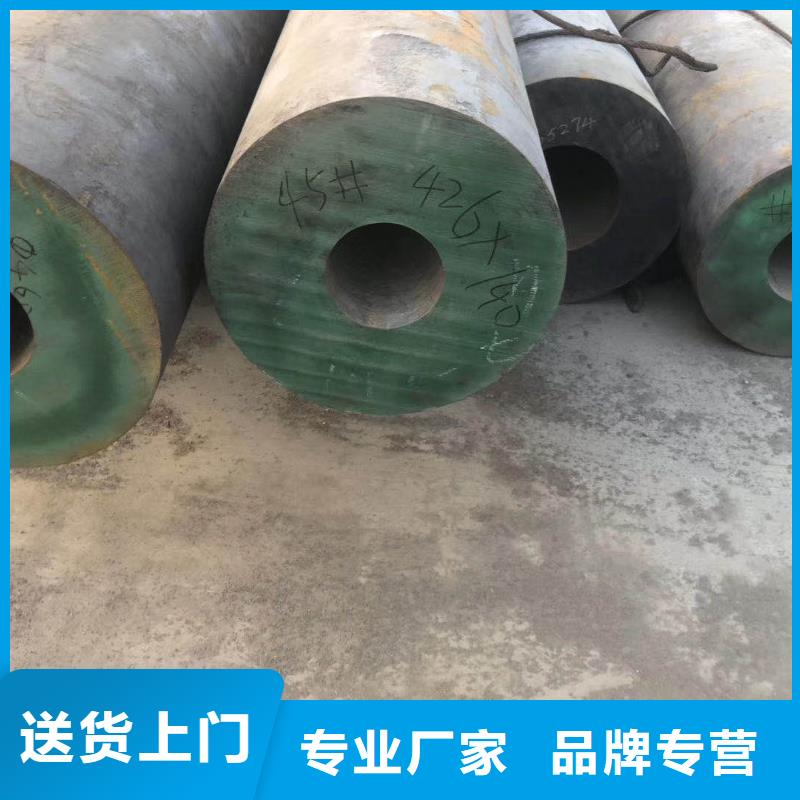
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
无缝钢管分热轧和冷轧(拨)无缝钢管两类。热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
一般用无缝钢管是用10#、20#、30#、35#、45#等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10#、20#等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。
热轧无缝钢管,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度和卷曲温度来控制带钢的观组织和机械性能。



分析热轧比冷拔无缝钢管价格便宜的几个主要特点
一.无缝钢管在生产工艺上的区别:
冷拔无缝钢管: 圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧无缝钢管: 圆管坯→ 加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
二.成品热轧与冷拔无缝钢管质量的差距:
热轧无缝钢管外径不是很标准,外径会有50丝范围的偏差,冷拔无缝钢管的因为有外加模具,整条钢管会在外径是统一,有20丝左右的偏差。热轧机组生产出来的无缝钢管存在严重的偏壁问题。
三. 热轧与冷拔无缝钢管使用用途:
做机械加工的不建议要热轧无缝钢管,反之做流体用的一般都采用热轧无缝钢管,因为他对质量要求不是特别严格《价格便宜》。
四.无缝钢管生产数量:
同种规格材质无缝钢管,因加工工艺不一样生产的数量也是不一样的,比如:热轧无缝钢管生产为:100吨 , 冷拔无缝钢管多可以生产到70-80吨左右。
五.无缝钢管价格差异:
从以上工艺,质量与无缝钢管生产数量来对比我们由此推断,热轧无缝钢管一般要比冷拔无缝钢管便宜200元左右。
目前聊城无缝钢管厂主要生产的无缝钢管有以下几种,厚壁无缝钢管,薄壁无缝钢管,精密无缝钢管,冷拔无缝钢管,热轧无缝钢管,异型钢管等几种,如需要订购的朋友请与我司销售处联系沟通


打底焊接时,焊枪角度、焊丝角度与碳钢焊接根本相同。
在焊接过程中,焊枪要做圆弧形摆动,其目的是使铁水和熔渣加速别离,便于察看熔池。同时,可增加母材坡口两侧热输入量,避免呈现单边未熔合。在填充焊丝时,应将焊丝送到熔池根部,并向下轻压一下,以保证根部熔透及根部内成形。
焊丝送入、取出的频率要比实芯焊丝快。焊丝取出的间隔应使焊丝的端部在氩气维护区内,以免端部氧化。
收弧时,应将弧坑填满。如发现弧坑裂纹、缩孔等缺陷,应肃清洁净后再焊.以保证焊缝质量。盖面焊时,焊前留意喷嘴及导电嘴能否清算洁净,气体流量的大小能否适宜,清算打底层外表,控制层间温度。
因填充、盖面层用气体维护焊,焊丝伸出长度的长短对焊接过程的稳定性影响较大,焊丝伸出长度越长,焊丝电阻值增大,焊丝过热而成段凝结,结果焊接过程不 稳定,金属飞溅严重,焊缝成形不良,对熔池的维护不好;焊丝伸出长渡过短,则焊接电流增大,喷嘴与工件的间隔缩短,焊接视野不清,焊道成形不良,同时还会 使喷嘴过热,形成飞溅物粘住或梗塞喷嘴,从而影响气体流量。
在MAG焊过程中,焊丝伸出长度为8~9mm,焊枪摆动幅度、频率、速度及边缘停留时间配适宜当,动作谐和分歧,随时调整焊枪角度,使焊缝外表边缘熔合划一,成形美观,以保证填充及盖面层质量。
焊接时,焊枪角度要跟管子轴线垂直,由于管子是圆的,所以焊枪角度要随时变化,这样才干保证焊缝质量,防止焊缝产生气孔、夹渣等现象。
焊时采用小月牙形摆动,两侧稍作停留稳弧,中间速度稍快,这样能够防止焊出的焊缝凸起、不平整;上、下接头都要越过中心线5~10mm,后半圈填充、盖面仰焊接头时,可把前半圈引弧焊接位置磨一个缓坡,使后半圈接头时不致于产生缺陷;
填充时,要留意坡口边缘不要被电弧擦伤,以备盖面层焊接。
盖面时,应在坡口边缘稍作停顿,以保证熔池与坡口更好地熔合,焊接过程中焊枪的摆动幅度和频率要相顺应,以保证盖面层焊缝外表尺寸和边缘熔合划一。
