以下是:#大口径201不锈钢焊管#-价格优惠的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/kg |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 99999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 松润 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 质保时间 | 1年 |
|---|
| 质量认证 | 已认证 |
|---|
以下是:#大口径201不锈钢焊管#-价格优惠的图文视频
今年在吉林省通化市购买#大口径201不锈钢焊管#-价格优惠有了新选择,松润金属材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的#大口径201不锈钢焊管#-价格优惠产品。如需购买或咨询,请随时联系我们,联系人:李松-18063577345,QQ:565836924,地址:聊城经济开发区汇通钢材市场A-113-7发货到吉林省 通化市 东昌区、二道江区、辉南县、柳河市、梅河口市、集安市。 吉林省,通化市 6000多年前,通化市就有人类长期稳定居住。清光绪三年(1877年)设治,定名通化。伪满洲国建立伪通化省。民国三十年(1941年),正式建市。通化市是高句丽文化、萨满文化的发源地,高句丽王城、王陵及贵族墓葬是东北地区一处独立申报成功的世界文化遗产;地处东北亚经济圈中心地带,鸭绿江国际经济合作带的核心区。通化具有光荣的革命传统。抗日战争时期,民族英雄杨靖宇领导抗联路军在这里浴血奋战。解放战争时期,这里是“四保临江”战役的主战场。境内有高句丽王城等景点。
想要一睹#大口径201不锈钢焊管#-价格优惠产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
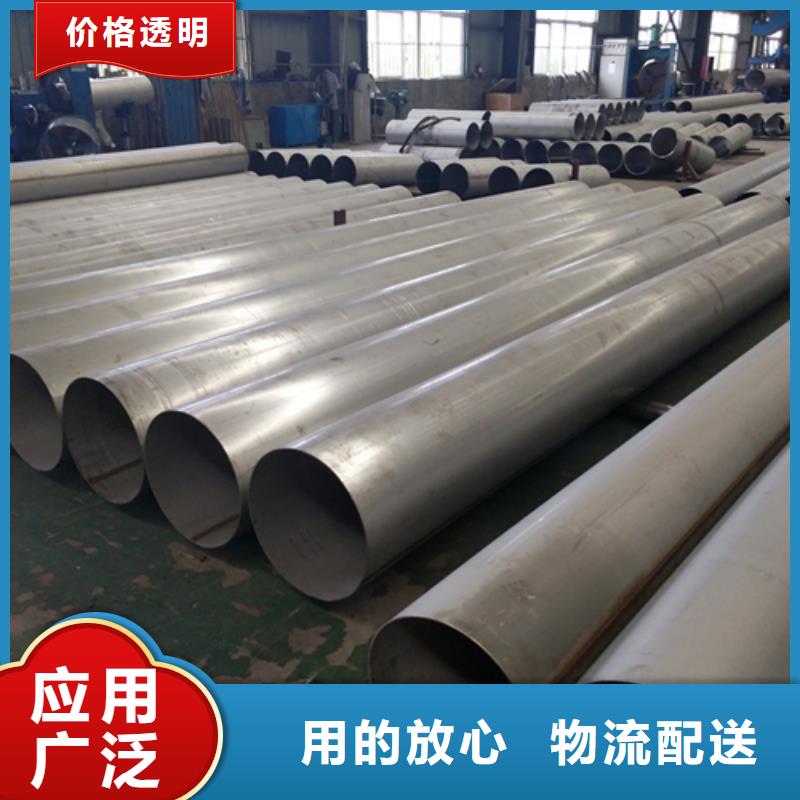
以下是:#大口径201不锈钢焊管#-价格优惠的图文介绍
松润金属材料有限公司奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 吉林通化大口径40Cr价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。

吉林通化松润金属材料有限公司专业生产销售各种材质规格吉林通化不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法
2018-01-15
如何焊接改善钢管的质量,乂克服了酸洗对环境的污染?本文介绍不锈钢 焊管的焊接方法,希望对大家有帮助。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:
(1) 轨底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护 气体。可以配备有对流冷却系统,以便较快地冷却钢管。
(2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产 量约为0. 3-1. 0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3) 马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加 热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
氮弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钩极惰 性气体保护的氮弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在 化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氨弧焊的不足之处,为提高焊接速度,国外研究开发了多 种方法。其中111单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应 用。70年代徳国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明 显提高焊速。一般采用三电极焊炬的氨弧焊,焊接钢管壁厚S¥2mm,焊接速度 比单焊炬提高3-4倍,焊接质量也得以改善。氨弧焊与等离子焊组合可以焊接 更大壁厚的钢管,此外,在氨气中5-10%的氢气,再采用高频脉冲焊接电源, 也可提高焊接速度。
多焊炬氨弧焊适用于奥氏体和铁素体不锈钢管的焊接。
高频焊
高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是 较新的技术。其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具 和机械结构领域。
高频焊接具有较电源功率,对不同的材质、外径壁疗的钢管都能达到较高 的焊接速度。与氨弧焊相比,是其 焊接速度的10倍以上。因此,生产一般 用途的不锈钢管具有较高的生产率。
因为高频焊接速度高,给焊管内毛刺的去除带来困难。LI前,高频焊不锈 钢管尚不能为化工、核工业所接受,这也是其原因之一。
从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢 种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢 种。
组合焊接技术
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将儿 种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效 率的要求,是当前不锈钢焊管技术发展的新趋势。
经过近儿年的探索研究,组合焊接工艺已取得了进展,日本、法国等 的不锈钢焊管生产已掌握了一定的组合焊接技术。
组合焊接方法有:氨弧焊加等离子焊、高频焊加等离子焊、高频预热加三 焊炬氮弧焊、高频预热加等离子加氨弧焊。组合焊接提高焊速十分显着。对于 采用高频预热的组合焊接钢管焊缝质量与常规的氮弧焊、等离子焊相当,焊接 操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备 衔接,投资成本低,效益好。

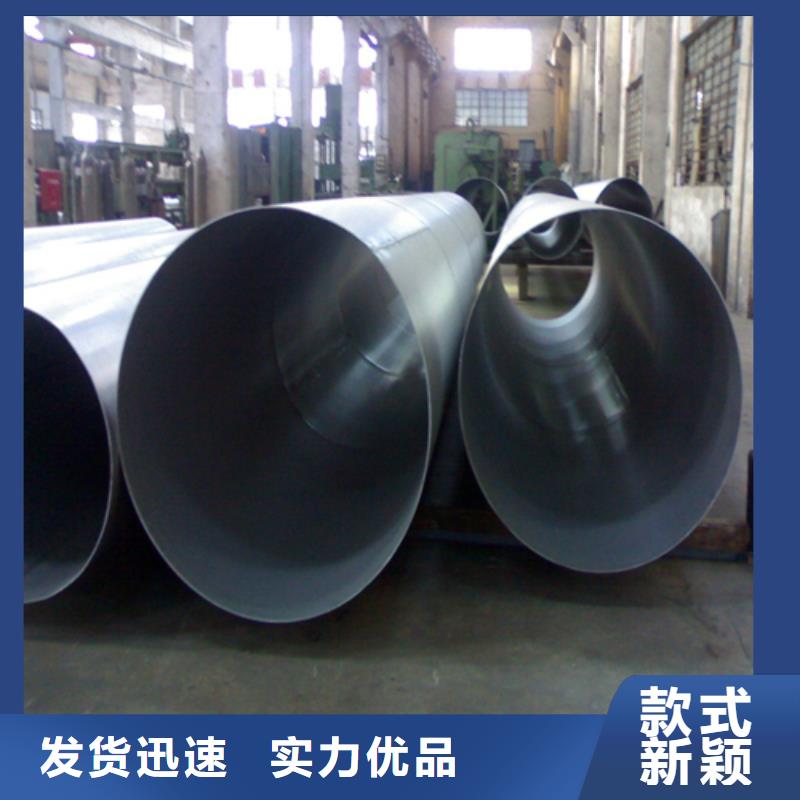
吉林通化松润金属材料有限公司专业生产销售各种材质规格吉林通化不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管是怎么生产的在19世纪,轧钢技术是 一种用于生产不锈钢管和工业用管的技术。这种轧制技术所涉及的工序很长。就是在漏斗卷的帮助下,将卷成的薄片被做成圆形的横截面,然后在焊接过程中对这些轧条进行焊接幸运的是,随着发展和新技术的出现,在印度已经形成了各种制造不锈钢管和管道的工序。现在不锈钢管和管都是通过使用钨惰性气体连续管轧机制造的。在这种技术中不使用填料金属或锻焊工艺。 1、不锈钢带。不锈钢管的好坏,直接的影响因素莫过于不锈钢带,不锈钢带的材质有很多种,其中常见的是201、304、316等材质。首先,不锈钢带要经过各种质量检查,并对其边缘进行修剪。然后由不锈钢管制造商将它们输送到轧管机,按照要求的尺寸。2/焊管设备。焊管设备能够影响管子生产的稳定性,如果企业为了节省成本,选择一台稳定性不强的焊管设备,会影响管子的生产质量。带钢经过轧管机逐渐转变为管状,然后采用氩弧焊加等离子或高频焊接工艺边缘进行焊接,这样就形成了轧管和管材。3/焊管模具。焊管模具真的重要.不锈钢管子出现拉伤,很多时候是因为焊管模具不到位,焊管模具的好坏,影响管子的光亮度,影响管子的生产质量。4/抛光设备。一根光亮的不锈钢装饰管,我们要选择一台好的不锈钢抛光机,抛光机的坚固性,和使用优质的抛光蜡才能够让管子亮度更好。5/ 其他设备。不锈钢管的分类很多,如:方管、圆管、矩形管、异型管等。不同形状的管子生产需要的设备也是不同。除了以上提及的几点要素之外,
清洗和加热阶段以这种方式生产的不锈钢轧管,根据工业需求切割到所需长度。然后对这些不锈钢管和管材进行清洗,以污垢。此外,还会对这些轧管和管材进行热处理,以焊接和成型过程中可能产生的应力。然后对连轧炉进行热处理,炉子上装有温度记录仪和控制器。经过热处理后,SS管和管道被拉直,并对其进行酸洗,以去除表面的鳞屑。


吉林通化松润金属材料有限公司专业生产销售各种材质规格吉林通化不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。



联系人:李松,电话:18063577345,松润金属材料有限公司在吉林省通化市本地专业从事#大口径201不锈钢焊管#-价格优惠,吉林省通化市各个县市以及周边城市均可提供送货上门服务!