以下是:水库用止水紫铜片10年经验什么厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 10/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 995 |
|---|
| 运费说明 | 面议 |
|---|
以下是:水库用止水紫铜片10年经验什么厂家的图文视频
在福建省三明市采买水库用止水紫铜片10年经验什么厂家到金鸿耀工程材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:程经理-15650312333,QQ:728882077,地址:《聊城羊里街道办事处发货到福建省 三明市 梅列区、三元区、明溪县、清流县、宁化县、大田县、尤溪县、沙县区、将乐县、泰宁县、建宁县、永安市》。 福建省,三明市 1949年冬至1950年春,三明境域各地先后解放。1956年7月间,三元、明溪县合并成立三明县,隶属南平专署。1960年1月,三明人民公社筹委会改名为三明市人民委员会(为省辖三明市)。1961年11月,恢复三明县建制。 1963年5月,国务院批准设立三明专员公署,将三明市降为地辖市。1983年4月,经国务院批准,将原地辖三明市改为省辖市,并撤销三明地区行政公署。三明物产丰饶,是福建主要产粮区、重点林区、旅游区、革命老区和新兴工业基地;又是全国的文明城市。三明在历史上是客家先民南迁的重要中转站,是客家人形成并繁衍生息的重要居住地,客家文化底蕴深厚,是的客家祖地。三明是闽人之源、闽江之源、闽学之源、闽师之源、红土地,朱熹、杨时、罗从彦、黄慎、伊秉绶等历史文化名人出生于斯,毛泽东、周恩来、朱德等老一辈革命家曾在三明从事重要革命实践。
我们精心制作的水库用止水紫铜片10年经验什么厂家产品视频已经准备就绪,探寻水库用止水紫铜片10年经验什么厂家产品背后的故事,视频带你走进精彩世界!
以下是:水库用止水紫铜片10年经验什么厂家的图文介绍
产品优势图


福建三明止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。福建三明止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。 GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。



止水铜片紫铜止水焊接,通常采用搭接焊的方式,福建三明止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。

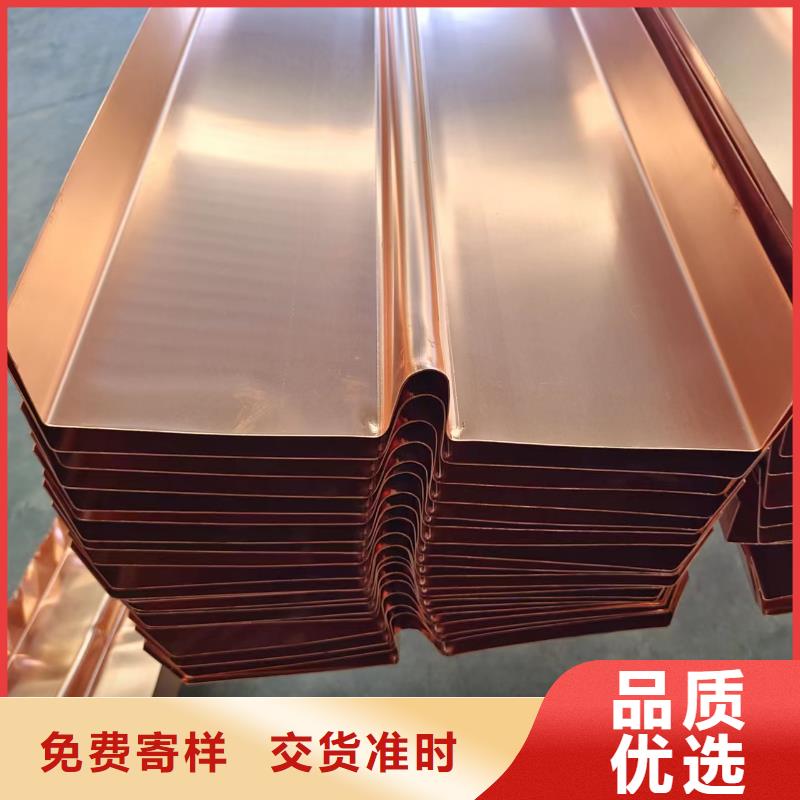
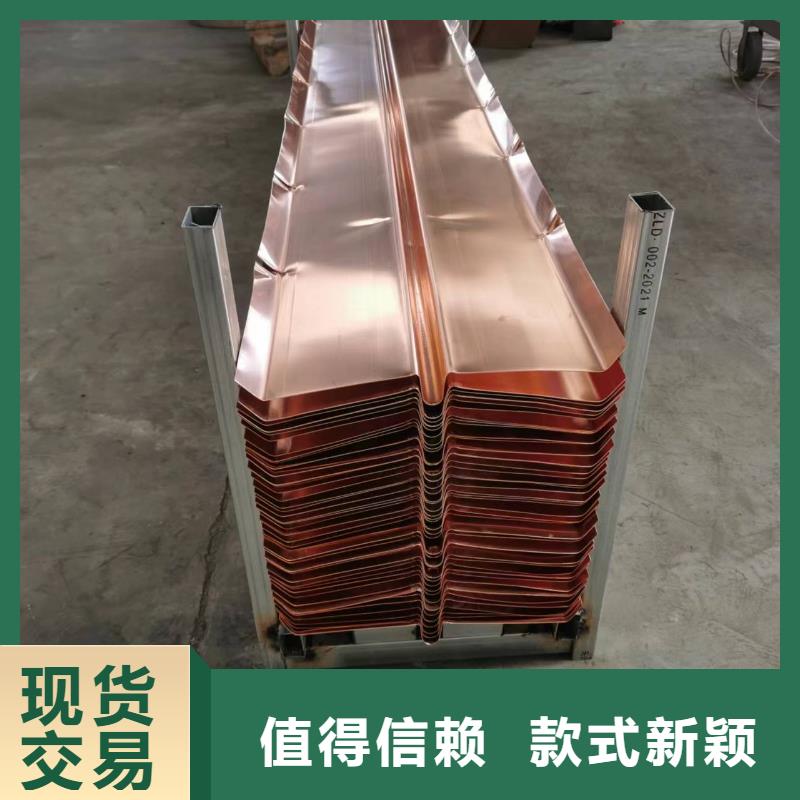
产品案例

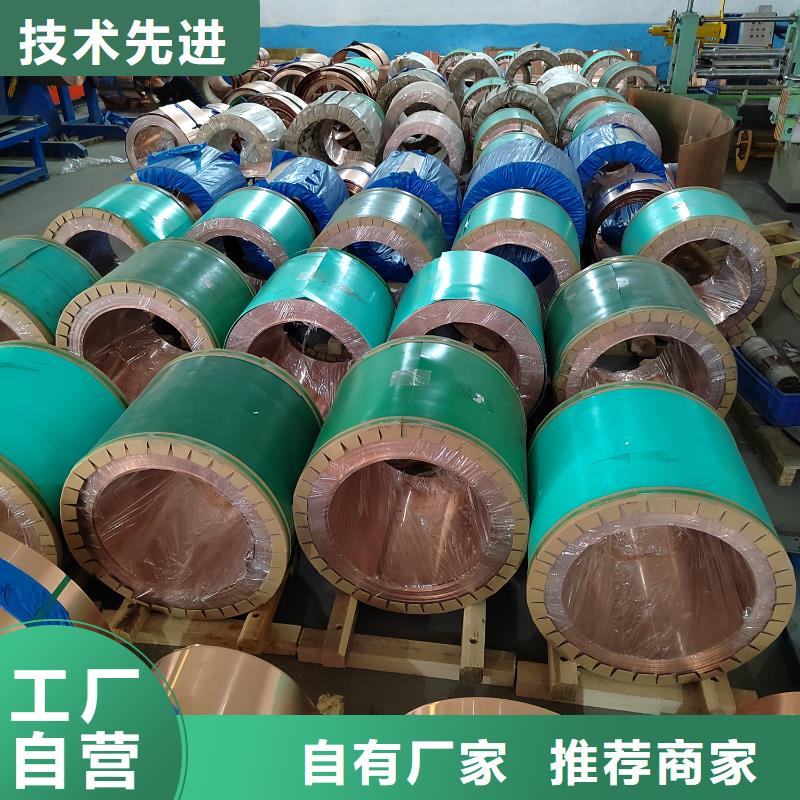
公司实力

止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,福建三明止水铜片表面起皮为板带材表面局部或呈带状破裂翻起,使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布,并在起皮处可以观察到金属皮与金属基体之间较为光滑,无黏结,有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷,如气孔、夹杂(渣)等.另一方面,热轧压合及当轧件表面在前工序受到外来物损伤,如磕碰伤、杂物压入等,在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷,板带厚度越小,起皮越容易暴露;同时起皮料经过进一步轧制,会出现压漏或孔洞现象。 铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。 保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。 焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。 铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm,应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。 不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。

金鸿耀工程材料有限公司位于羊里街道办事处。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 福建三明沥青麻絮,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。金鸿耀工程材料有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。

今年在福建省三明市购买水库用止水紫铜片10年经验什么厂家有了新选择,金鸿耀工程材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的水库用止水紫铜片10年经验什么厂家产品。如需购买或咨询,请随时联系我们,联系人:程经理-15650312333,QQ:728882077,地址:羊里街道办事处。