




我们的现场实拍视频将带您走进钢筋笼缠筋机-质量不用愁产品的世界,产品视频细节之美一览无余!
以下是:钢筋笼缠筋机-质量不用愁的图文介绍

负弯矩筋这类钢筋虽不是很常见,但它的作用是承受上部重量带来的压力,以承受更多的负载力,因此也被称为负筋,如果房子中间的压力很大,两边的压力很小会怎么样?负筋就能很多的这个危险。分布钢筋这类钢筋一般是和受力钢筋联系在一起,属于一个固定的功能。通常,分布钢筋就会被布置在楼板和面板中间,也是要分散其他地方产生的压力。把压力转移到受力钢筋上面。马凳筋顾名思义,形状上更像凳子的结构。这个钢筋什么时候使用呢?如果板块之间的宽度超过了150MM,那就得使用了,他的作用是固定上下两个层板块,起到稳定作用。架立筋顾名思义,起到梁上面的架立作用,其实只是起到了构造层次,实际上不受压力作用,但是它还是会把受力分散到受力钢筋上面。拉筋主要是为提高钢筋骨架的整体性而起拉结作用。当梁宽≤350 时,拉筋直径为6mm;梁宽>350 时,拉筋直径为8mm。拉筋间距为非加密区箍筋间距的两倍。当设有多排拉筋时,上下两排拉筋竖向错开设置。绕筋机


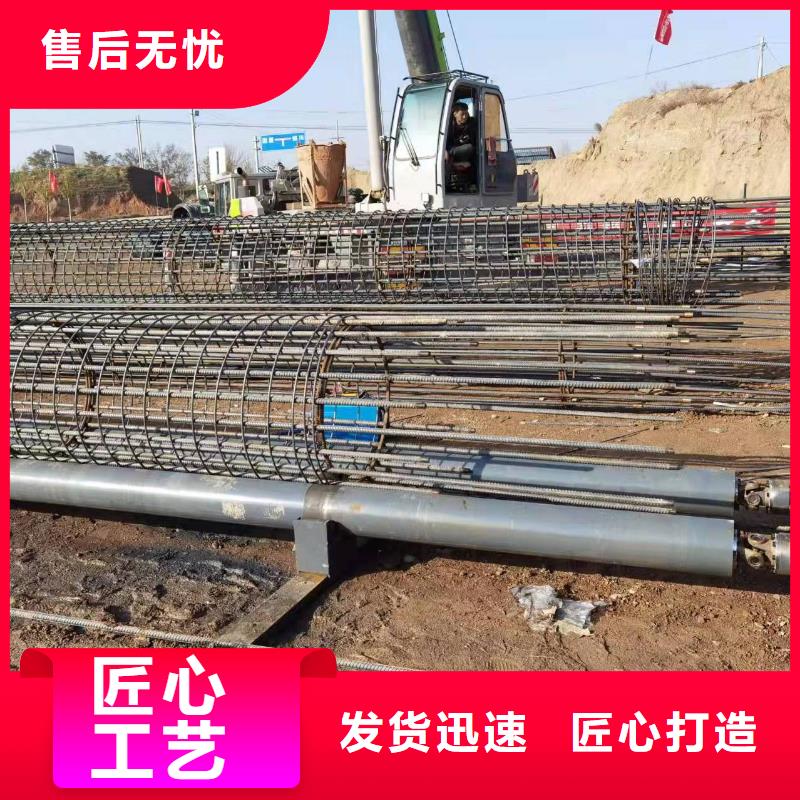
绕筋机功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。2000型钢筋笼成型机主机是采用摩擦传动原理---即钢筋笼平置于2组动力托辊之间转动,小车载着平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。使用钢筋笼滚焊机,可以加工各种直径不同的钢筋,但有些设备对钢筋的直径也是有要求的,需要根据钢筋的直径,选择合适的笼滚焊机。钢筋笼滚焊机加工的钢筋笼型号都不一样,但建议大家可以用钢筋笼的直径命名,后期不管在查找还是盘查时,都是很方便的。



现我厂 湖南娄底钢筋笼滚笼机产品覆盖全国二十六个省、市、区,与全国多家大型、特大型企业建立了长期的友好合作伙伴关系。 建贸机械设备有限公司建立和健全了质量管理体系,严格过程控制,完善了售后服务。用户满意是公司人的追求。质优价廉,诚信广交天下友。


可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。


