



我们的现场实拍视频将带您走进螺旋管尺寸规格表水厂项目产品的世界,产品视频细节之美一览无余!
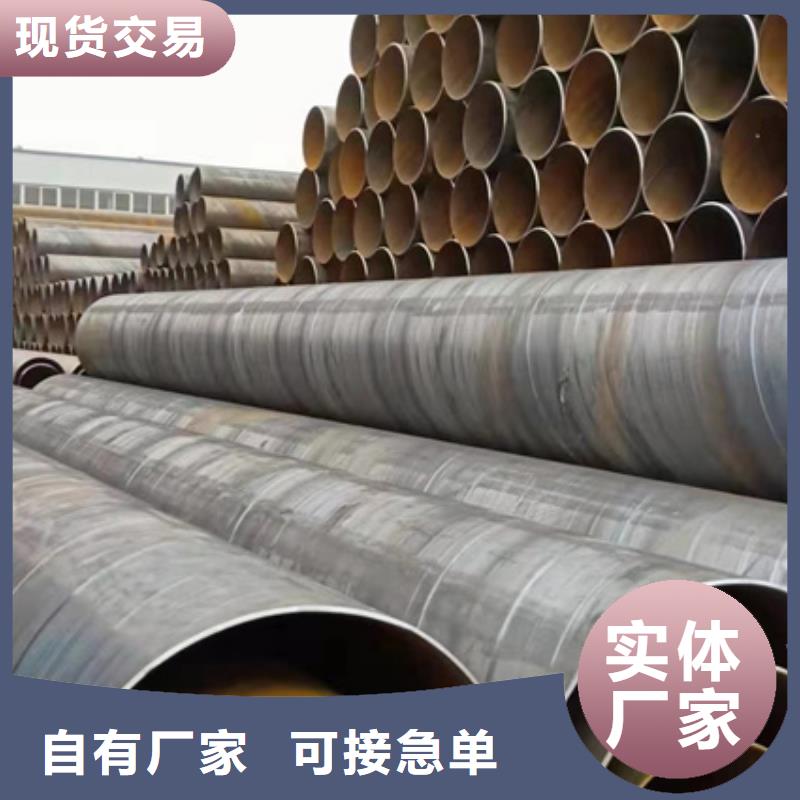
以下是:螺旋管尺寸规格表水厂项目的图文介绍

螺旋管厂介绍它的使用质量要求:
1.立管的垂直安装应小于每米3毫米,水平安装应小于1毫米。
2.支管不得焊接在焊缝处,弯曲处应避免焊缝。
3.焊缝要求是直的,焊缝是满的,焊缝表面没有烧穿或裂缝。
螺旋管厂将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。


螺旋管对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机,检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
螺旋管分析焊接区的常见缺陷:
螺旋管埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。
1、螺旋管气泡:气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式,隐藏在焊缝金属内部,所以,这种缺陷的措施是:首先,一定要焊丝和焊缝的锈、油、水分及湿气等物质,其次,是一定要很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。



曲靖鑫豪管业有限公司以优良的品质,丰富的 PSL2防腐螺旋管产品种类,为客户创造价值
业务范围:公司业务涉及各种特种 PSL2防腐螺旋管,更有强大的技术团队提供符合各国标准的 PSL2防腐螺旋管。
包装方式:可选常规包装,中性包装,木箱包装
合作方式:对于长期批量客户,可选择来料加工 ,或者共同探讨更具价值的合作方法。


螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)螺旋管采用外控或内控辊式成型。
(6)螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。


