


想要更直观地了解注塑产品变形解决方案大量供应产品吗??产品视频,带你走进产品世界
以下是:注塑产品变形解决方案大量供应的图文介绍

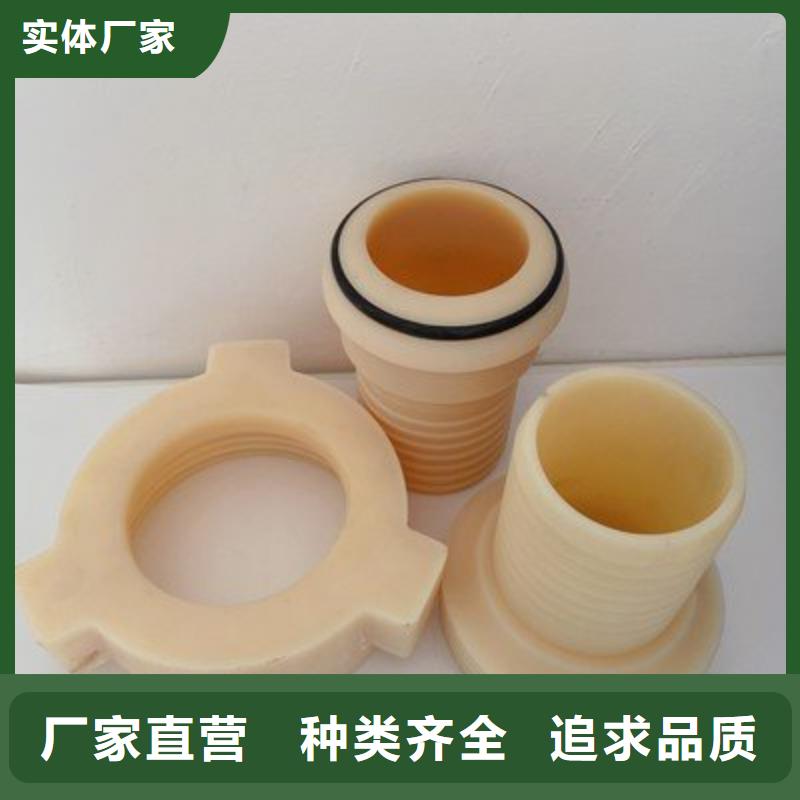
新疆乌鲁木齐注塑产品 制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。


新疆乌鲁木齐注塑产品 产生变形的原因 1-1 品的形状,特别是成形收缩率同制品厚度的关系而引起的残留应力。 l-2日于成型条华产生的残余应 1-3脱模时产生的残余应力 1-4由于冷却时间不足而引起变形 .相关联的知识 2-1 制品的变形(翘曲、弯曲、小纹)同产生纹的原因一样即制品内残余内应力。成型的设定条件应朝制品内应力的方向设定。即提高料筒温度、模具温度后,在材料流动性变好的状态下,射出压力不要太高。 22为了减少残余内应力,有进行退火处理,即在热变形温度 10度以下,小时以上的加热就有内应力的效果。但这种方式的退火因费用高而使用的不普遍。 2-3 如果模具的冷却水孔不能对制品进行均匀冷却,也会产生残余应力,这就意味着冷却水孔不能太浅。



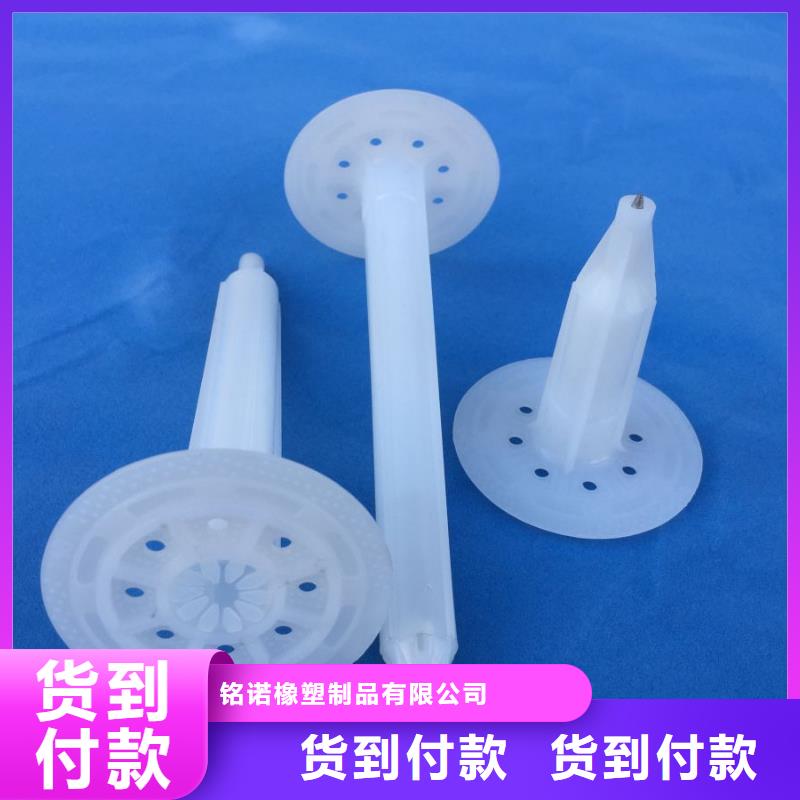
新疆乌鲁木齐注塑产品 3防止制品先端产生小的方法 制品产生小的原因 1-1模具内压力不足 相关联的知识 2-1 成型的设定条件应朝使材料流动性变好,模具内压力提高的方向设定 解决方法 3-1 即时:提高射出压力,提高加热料简的温度,提高模具温度,增大射出速度 3-2 短期:扩大浇口,流边,气口 3-3长期:使用流动性好的材料 . 由于材料的差异 4一1 流动性好的材料小邹纹很难产生 五。 参考事项 5-1 为了防止漩纹,放慢了射出速度,但如果射出速度慢,就会产牛小。



铭诺橡塑制品有限公司是集研发、生产、销售、服务为一体的企业,拥有先进的 新疆乌鲁木齐杀菌锅塑料隔板技术优势、员工队伍以及完善的售后服务体系。公司生产的 新疆乌鲁木齐杀菌锅塑料隔板遍布全国各地,以其品质赢得广大客户的信赖和好评。 在新的形势下,铭诺橡塑制品有限公司始终秉承“质量、用户、信誉”的经营宗旨,坚持“科技兴厂、以人为本”的战略方针,在注重实践与探索的同时,不断追求 新疆乌鲁木齐杀菌锅塑料隔板产品创新、服务创新,致力于为海内外客户提供的产品和的服务。


新疆乌鲁木齐注塑产品 9由于材料的差异: 4-1 因为大多数的材料必须干燥。通常是在料筒上附加干燥器 4-2象聚碳酸脂之类的特别要干燥的材料,在袋或罐中先预热干燥后再倒入干燥机. 4-3象PVC 等材料,容易发生分解也常发生银条痕。 4、制品飞边的方法 产生飞边的原因 1-1 模具分型面(PL) 滑动面不配合 1-2 射出压力太高 1-3 注射机的偏移 1-4 锁摸力不足

