
想要了解发货速度快的薄壁气缸管厂家产品的魅力?视频为你揭晓答案!
以下是:发货速度快的薄壁气缸管厂家的图文介绍


天津企业旺旺珩磨管绗磨管油缸管热轧钢管珩磨,珩磨管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,无缝钢管价格适中,深受广大用户喜爱。 冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。



天津企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。


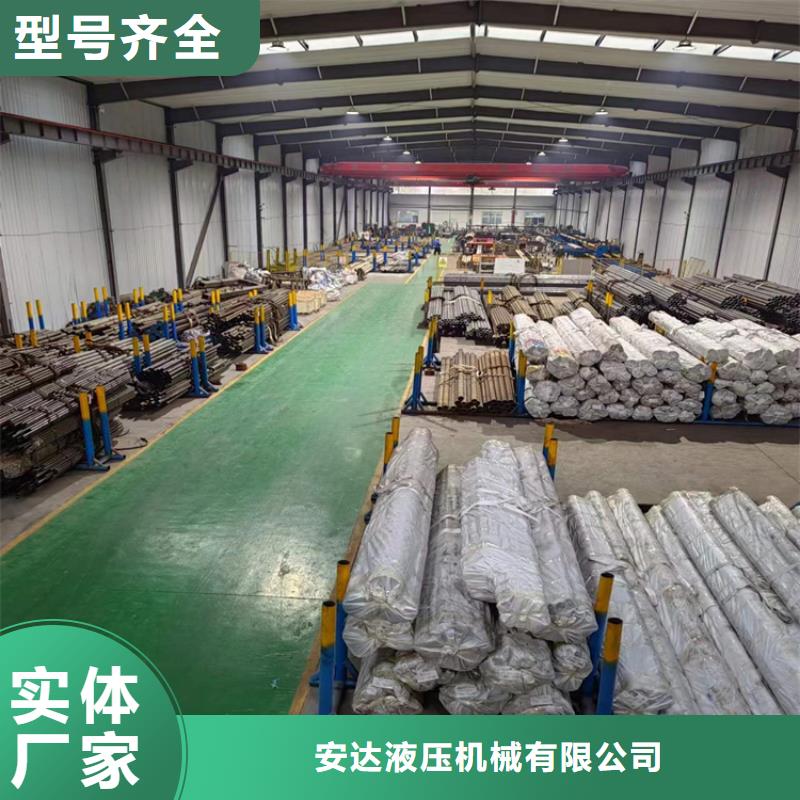
安达液压机械有限公司优势:
1、专业于 天津珩磨管加工厂供应 公司专业经营 天津珩磨管加工厂种类齐全,已经系列化。
2、高素质的销售员工 公司销售员工具有良好的销售经验,并经过专业的 天津珩磨管加工厂产品学习与先进服务理念培训,具有较强的沟通能力,办事效率高,服务态度好,处处为客户着想的服务理念。
3、可靠的国际性进口网络 公司贸易渠道广,国内外有专门对接的供货商。
4、产品品质保障和快捷的交货期 公司经营的 天津珩磨管加工厂产品,确保品牌和品质。货期短,交货快。




天津企业旺旺珩磨管绗磨管油缸管与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。

